
Semi-finished Products

Technical contriving
With our extensive, modern technology and experience, We equip you with suitable material for your constructions.
Since SCALEOPERATE is in the project business, we would like to know in which area we can make a price, quality, and logistical comparison? I would also like to inquire whether complex XXL oversized and very small parts with minimal +/- (µ) tolerances are also sourced externally by you. Therefore, asking you and your colleagues to keep an eye on us in the event of inquiries so that we can help in good time. We are delighted to offer ourselves as a further point of contact for aluminum extrusion, CNC precision manufacturing, injection molding and 3D printing.
We manufacture your aluminum profiles in the desired shape and take care of the appearance, for instance, the color design, with a rich selection of surface treatments. Utilizing horizontal and vertical powder coating, we can realize all RAL color codes and profile-specific colors according to your wishes. The versatile anodizing process, for example, is used for different colors and surface properties. We can use it to anodize profiles up to a length of 15 meters in size. Our extensive machine paths allow us to fully adapt to your mechanical processes and meet your steel and aluminum profiles requirements. You give us your desired profiles - we deliver them, thanks to our knowledge and technological infrastructure. This product is made possible, for example, by our CNC machines with 3-, 4- or 5-axis machining.
SCALEOPERATE, is a manufacturer and consultant, for engineering of:
Machined precision parts & distribution of electronic components, in the fields of:
Plant engineering, aerospace, automotive, marine, shipyard components, marine, cylinders, valves, hydraulics, control, and drive parts. In addition we supply products such as: Ball bearings, seals, measuring instruments, processing of insulating materials, induction & conductivity, as well as Aluminium profile extrusion, feeding and rail systems, surface treatment, piping technology, connectors, Plug connections, connectors, hose fittings and screw connections.
CNC-controlled cutting
On our 5-axis double-head CNC-controlled cutting machine of the new generation, we can precisely cut profiles up to 6500 mm.
With our fully automatic cutting bench, we cut your parts highly efficiently and very precisely.
With our FANUC-controlled 3-axis CNC system, which works quickly and precisely, we shorten your processes with an accuracy of 0.02 mm, whether aluminum or steel. At the same time, we can clamp parts up to a length of 2500 mm.
With our 4-axis CNC profile machining centers, which are among the fastest and most accurate in their class, we offer you the possibility to produce your profiles up to 7000 mm in length in a short time with an accuracy of 0.05 mm.
Our two 5-axis CNC machines used to produce molded parts reduce the error rate by finishing your pieces with a single clamping on the line.
Furthermore, with our solid and specialized partners, we take care of the mechanical processing of your profiles up to a length of 15 m according to your requirements and provide the necessary quality controls.

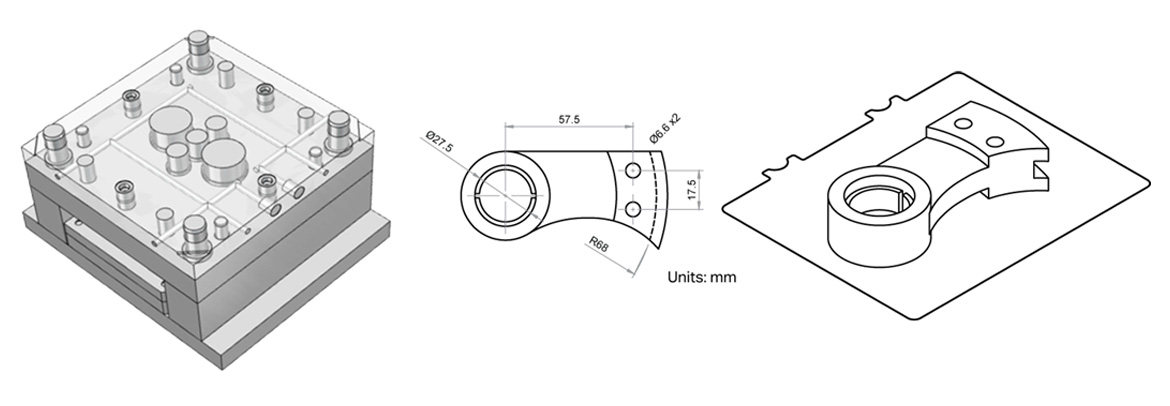
Injection molds
Our production workshop covers a high mold-making capacity for silicon, rubber, plastic parts, and injection molds. It ranges from prototype molds to large series molds of 5.5 tons. We provide excellent Support, enabling us to work closely with you at the beginning of each project phase.
Plastic injection molding
With our new machinery from 120 to 320 tons, we can also offer you mass production. The equipment is equipped with robotic arms that automatically bring your products to the quality control points without touching them manually. This process increases our efficiency.
- Design new products
- Prototyping
- Testing, handovers, sampling
- Implementation new technologies
- Optimize production process
- Solving technical and technology issues
- Assembly of lines and start-up support
- Technical consulting and trainings
Polymers
Our extensive knowledge of polymers, colorants, additives, and processing parameters ensures that we select the most appropriate components for each project. Materials and resources are selected based on heat, pressure, durability, cost, and other properties.
We can also produce ABS (Acrylnitril butadiene styrene), PC (polycarbonate), PE (polyethylene), PP (polypropylene), polyamide (PA6-PA66-PA12), Peek, PPC, GF30, GF50, GB15, GB30 PBT (polybutylene terephthalate), TPE (thermoplastic elastomers), POM (polyoxymethylene), PS (polystyrene) and other special compounds
Molding and design
During the phase of molding and engineering, we conduct innovation studies based on the geometric configurations, component properties, structure of the component and the annual manufacturing processes. This includes determining the optimal Formfactor for part production. By identifying the most precise production shape of the object, we execute the manufacturing of the components using tandem molds, progressive molds, or end systems.
The mold manufacturing process is executed within our infrastructure, from the initial design to the final product. We can produce complex internal and external molds with minimal +/- (µ) Tolerance up to 50 tons. We are capable of producing all common large parts up to side frames in the automotive industry as well as standard injection molding/hard and soft components.
Our capabilities include: - Multi-component technology with transfer, turntable, slide, cube, and clamping bar molds - Cavity processes such as gas injection molding (GIT) - Foam processes such as thermoplastic foam injection molding (TSG) - Hybrid technologies (metal/plastic) - Sandwich process in one-shot process (2K TSG) - Material back injection molding Insert injection molding.
We also construct components using internal gas pressure technology with plastics/fillers of lower density than previous series applications. This approach allows us to maintain the highest standards of quality and precision in our manufacturing processes.
3D printing or additive manufacturing
FDM Fabrication Our production process employs FFF/LPD/FDM (Fused Deposition Modeling) technology, a method that facilitates a broad spectrum of colors and materials for fabrication. This technique operates on the principle of depositing successive layers of semi-fluid thermoplastic material onto a construction platform.
This approach offers an optimal cost-performance ratio. The resultant products exhibit durability and resistance to UV degradation. For intricate designs, the automatic generation of support structures may be necessitated. This is one of the few methodologies where we can readily modify the infill ratio to optimize cost and weight.
Our production line exclusively utilizes professional-grade single or dual-extruder machines, enabling us to fabricate in two colors concurrently and employ dissolvable support materials. Furthermore, we provide comprehensive post-processing of the product per client specifications.
SLS Fabrication As an alternative, we offer Selective Laser Sintering (SLS) technology, a process that involves the laser sintering of polyamide powder, progressively filling the working chamber layer by layer. A model fabricated in this manner obviates the need for additional support elements, and its infill percentage is maximal.
This technique is ideal for complex geometries requiring stringent dimensional tolerances and for intricate Voronoi-style structures that would necessitate a significant amount of difficult-to-remove supports. It's also highly suitable for the creation of robust and durable mechanical components. SLS-fabricated models can be utilized not only as prototypes but also as fully functional parts. Its limitations include a restricted range of available materials and a relatively higher cost compared to other technologies. Polyamide material (nylon) finds extensive application in industry and in our everyday lives.
SLA Fabrication SLA (Stereolithography) is the pioneer 3D printing technique. Models fabricated using this technology are composed of liquid resin, which is solidified by an extremely precise laser light focused on a small spot. The printed object emerges from a vat filled with special resin and, upon completion, it must be immersed in a specific fluid to remove resin residue. Subsequently, it requires additional curing under a UV light source.
This technique is ideal for models that incorporate numerous minute details that need to be accurately represented. The quality of the model's surface is comparable to injection-molded products. The layer thickness is so minuscule that it's imperceptible to the naked eye. It is perfect for very small but complex models such as figurines or jewelry. SLA models can be successfully used for creating final molds or for the lost-wax casting technique. Prints exhibit excellent quality without the need for additional smoothing, but they are sensitive to UV light, and the entire production process is relatively slow.
SLM Fabrication To cater to the advanced requirements of our clients, we have initiated a service for direct printing in metal powders, including precious metals upon special request.
The operating principle of this technology is very similar to SLS, with the distinction that the printed models require the application of additional supports, which serve as heat dissipation channels during printing. The powdered metal is melted by a laser of extraordinary precision, creating even the most complex jewelry, dental, or industrial models. This allows for a significant reduction in the time to obtain the final model from a given metal compared to the alternative SLA technology.
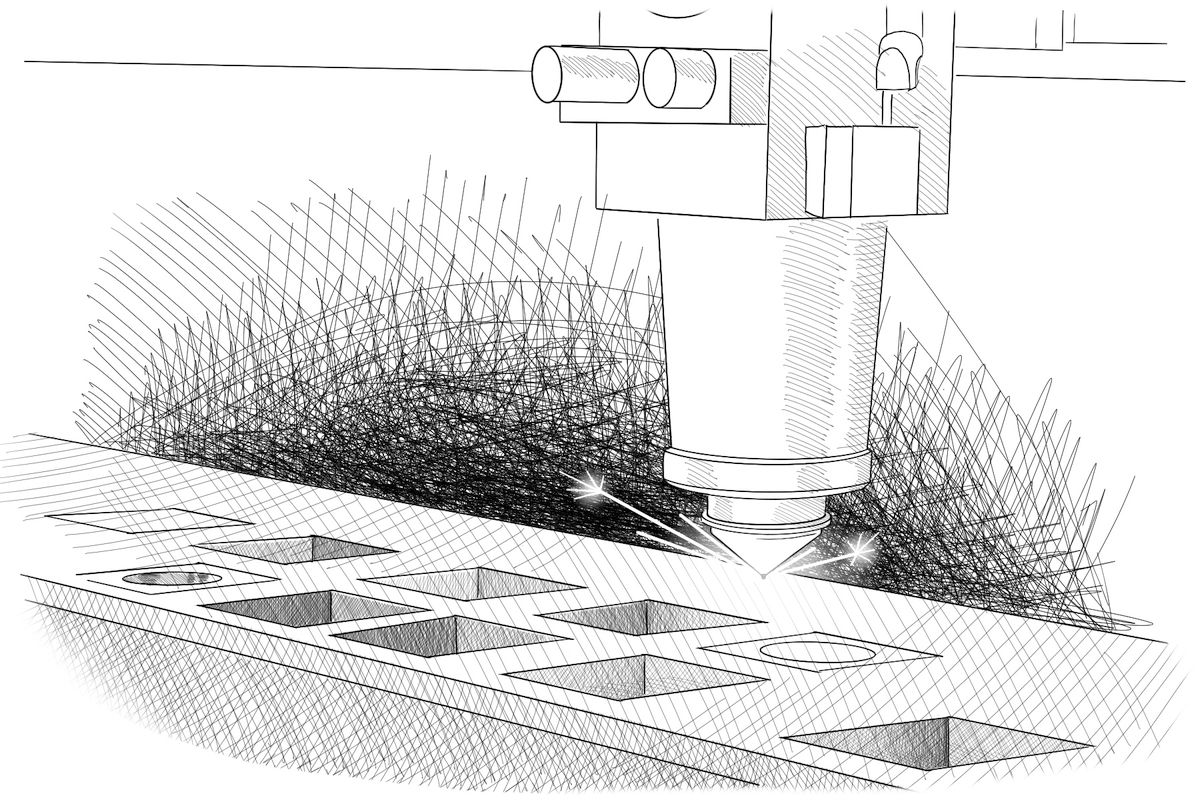
Laser cutting
On our most modern CNC laser machines, St3, we can precisely cut your parts up to 20 mm wall thickness, stainless steel up to 15 mm, aluminum alloys up to 8 mm. In addition, our CNC bending machines can bend the parts up to a length of 3 m very precisely.
Eccentric presses and hydraulic presses
With our eccentric presses type C (25 to 175 tons) and type H (200 tons), as well as our hydraulic presses (250 tons), we design your metal parts. After producing your materials, various surface treatments can be carried out by Deburring, vibrating, surface polishing, and galvanizing. Depending on the size and shape of parts, memorable production lines are also be installed.
Powder coating
In addition, our new fully automatic powder coating line can carry out unique surface treatments of up to 2.5 m in length and 1.5 m in height. The pre-treatment process steps are pre-cleaning and pre-coating using nanotechnology. This coating gives your parts a salt test resistance of 200 hours.
CNC Turned and Milled Parts
- CNC turning of various materials: free-cutting steel, stainless steel, aluminum, or brass alloys.
- CNC turning (with and without driven tools), from bar D 3 - 70 mm
- Single-spindle automatic lathes for bar passage
- Automatic lathes for bar feed-through
- Multi-spindle automatic lathes (6 and 8 spindles)
- Modern equipped washing and drying machines
- 6-axis milling machines.
CNC Turning and Milling
- CNC turning machining of various materials: free-cutting steel, stainless steel, aluminum, or brass alloys.
- CNC lathe machining (with and without driven tools)
- Single spindle automatic lathes for bar passage
- Automatic lathes for bar feed-through
- Multi-spindle automatic lathes (6 and 8 spindles)
- Modern equipped washing and drying machines
- 6-axis milling machines
Aluminum and Zinc Casting
- Parts production on presses with clamping force from 250 to 450 tons for aluminum and 50 to 250 tons for Zamak.
- Surface treatment
- Sandblasting
- Vibratory grinding
- Various coatings
Profile Machining
We drill, punch, and cut your profiles and finish them by anodizing or powder coating in RAL or NCS colors.
- Machining
- Sawing
- Drilling
- Punching
- Milling
- Thread cutting
- Deburring
- Surface treatment
- Anodizing
- Powder coating in RAL and NCS colors
Aluminum extrusion Profiles
Aluminium Alloys
- EN AW 1050
- EN AW 1070
- EN AW 1350
- EN AW 1200
- EN AW 3103
- EN AW 3003
- EN AW 3105
- EN AW 3207
- EN AW 4852
- EN AW 5005
- EN AW 5083
- EN AW 6060
- EN AW 6061
- EN AW 6063
- EN AW 6082
- EN AW 6083
- EN AW 7020
- EN AW 7108
- ISO 9100
- ISO 9120
other alloys on request Surface treatment
Anodizing Powder coating in RAL and NCS colors
Magnesium
The alkaline earth metal, magnesium, bolsters the tensile robustness and stiffness of aluminium, concurrently reducing its vulnerability to seawater and alkalis, thus manufacturing a more corrosion-resistant composite. This alloy is prime for deployment in the transportation sector, architectural edifices, overpasses, and naval infrastructure.
Silicon
The semi-metal, silicon, likewise boosts the corrosion resilience of aluminium alloys. In conjunction with magnesium, the result is a heat-treatable alloy. Silicon additionally lowers the fusion point, guarantees a low viscosity melt, thereby augmenting weldability and solderability.
Manganese
In addition to enhancing the tensile robustness and corrosion resilience, the incorporation of manganese also favourably impacts resistance to high temperatures. Ideal applications for such alloys are widespread in power plant infrastructure, household goods such as cookware, or in vehicle cooling systems.
Copper
Contrary to other alloying elements, copper reduces the corrosion resilience of the alloy. However, this reddish-brown metal heightens the hardness and strength considerably and fosters elasticity. The incorporation of copper also produces heat-treatable aluminium alloys with a broad temperature spectrum. They are perfect for deployment in the aerospace and aviation industries.
CNC milling
| Type | Axes | Table/Pallet in mm | Part dimensions in mm | Number of tools |
|---|---|---|---|---|
| Hermle C32U Dynamic with RS05-2 robot cell | 5 | 320 x 320 | 650 x 600 x 500 | 123 |
| Hermle C32U with "Lang"-Automatization | 5 | 320 x 320 | 650 x 600 x 500 | 123 |
| Hermle C32U with Hermle RS2 robot cell | 5 | 320 x 320 | 650 x 600 x 500 | 227 |
| Hermle C32U with Hermle RS2 robot cell | 5 | 320 x 320 | 650 x 600 x 500 | 227 |
| Hermle C30U Dynamic | 5 | Ø 630 | 650 x 600 x 500 | 32 |
| Hermle C30U with 6-axes-robot | 5 | ø300 (760 x 370) | 650 x 600 x 500 | 119 |
| Hermle C30U | 4 | 900 x 650 | 650 x600 x 500 | 32 |
| OKK HM63/80S with Fastems pallet magazine | 4 | 630 x 630 | 1000 x 850 x 820 | 408 |
| Mori Seiki SH-503 | 4 | 500 x 500 | Ø 730 x 700 | 240 |
| Mori Seiki SH-50 | 4 | 500 x 500 | Ø 610 x 700 | 120 |
| Mori Seiki SH-400 | 4 | 400 x 400 | Ø 610 x 650 | 40 |
| Mori Seiki MH-40 | 4 | 400 x 400 | Ø 610 x 650 | 120 |
| Mori Seiki SV-403 | 3 | 900 x 500 | 600 x 430 x 460 | 30 |
| Mori Seiki SV-50A | 3 | 950 x 480 | 800 x 510 x 510 | 40 |
| Mori Seiki SV-50B | 4 | 1300 x 600 | 1000 x 510 x 510 | 30 |
| Kira VTC-30 Elite | 3 | 300 x 500 | 400 x 250 x 250 | 10 |
| Fehlmann PICOMAX 54 | 3 | 855 x 320 | 500 x 250 x 160 |
CNC turning
| Type | Description | ø l in mm |
|---|---|---|
| Okuma LT200MY with CELLRO automatization system | 2 spindle, 2 revolver, Y axis, bar loader, spindle hole: ø 52 mm, driven tools | Ø 210 x 700 |
| Okuma LU35M2 | Tool stations: upper 12 tools, lower: 10 tools, spindle hole: ø 90 mm, driven tools | Ø 550 x 1250 |
| Okuma LR25M | 1 Spindle, 2 revolver, spindle hole: ø 70 mm, driven tools | Ø 520 x 850 |
| Index G420 with robot automatization system | Identical main and counter spindles with spindle clearance D 102 mm or D 120 mm, High thermal and mechanical stability, High dynamic response (rapid traverse rate up to 50 m/min), Tool stock for up to 139 tools | Ø 350 / 1600 |
| Mori Seiki SL-25A / 500 | Spindle hole: ø 51 mm, bar loader | Ø 290 x 490 |
| Mori Seiki SL-25B / 500 | Spindle hole: ø 51 mm | Ø 260 x 490 |
| Mazak Quick Turn 10 | Turret drill units | Ø 160 x 256 |
| Mazak Quick Turn 10 | Turret drill units | Ø 110 x 256 |
| CMZ TA-25-YS-640 | 2 multi-spindle, 1 revolver | Ø 175 x 400 |
| Nakamura TW-20 MMY | Y-Achse+/-45 mm | Ø 65 x 270 |
| HWACHEON Hi-TECH 230BL | C-Achse, Y-Achse +/-60 mm | Ø 400 x 580.5 |
| Gildemeister CTX TC1250 | Roboterzelle zu Gildemeister CTX TC1250 | Ø 500 x 1200 mm |
CNC grinding
| Type | Description | Area in mm |
|---|---|---|
| STUDER S40 CNC | Steered b- and c-axis, external-, surface, internal, involute-spline grinding in one clamping,external- and internal thread grinding | ø 300/1600 |
| STUDER S40 CNC | Steered b- and c-axis, external-, surface, internal, involute-spline grinding in one clamping, external- and internal thread grinding | ø 300/1600 |
| STUDER S40 CNC | Steered b- and c-axis, external-, surface, internal, involute-spline grinding in one clamping, external- and internal thread grinding | ø 300/1600 |
| STUDER S145 CNC | Internal/ external/ thread grinding, Steered c-axis | Ø 300/200 |
| STUDER S141 CNC | Internal/ external/ thread grinding | max. ø 400/700 |
| Mägerle MF-120.50.40 | Precision flat-grinding lathes | Ø 1300 x 450 x 510 |
| Brand | Precision flat-grinding lathes | Ø 1000 x 300 |
| Favretto MC-160 | Precision flat-grinding lathes with dividing head for Hirth gear grinding | Ø 1500 x 500 |
| Paragon RC 16 | Ø 1 – 50 mm | |
| Mägerle Modell F-120 | Ø 1200 x 500 x 700 mm | |
| Kellenberger UR 175 /1000 Kelco - Kel-Varia | Ø 350 x 1000 mm | |
| Kellenberger UR 175 / 1000 / CNC Kelco 70 | Ø 50 x 1000 mm | |
| Sunnen EC-3500CEM-27 | Ø 40 x 400 mm | |
| EVERISING S-250HB | Ø 250 mm |
Welding
| Type | Description | Measurement range |
|---|---|---|
| MasterTIG 3000 ACDC | TIG - welding apparatus with robot | |
| MasterTIG 2500 ACDC | TIG - welding apparatus | |
| FastMIG KM 400 | MIG - welding apparatus | |
| 2 x Fronius Magic Wave 2200 | TIG - welding apparatus, water-cooled | |
| Fronius Magic Wave 2200 | TIG - welding apparatus, gas-cooled | |
| SIGMA SL 220 | Laser welding machine | |
| Quality assurance | ||
| ZEISS PRISMO navigator | 3D CNC measuring machine / Scanning sensor VAST Gold / Length measurement error of just 0.9+L/350 millimeters | |
| WENZEL LH 108 | 3D CNC measuring machine | 1000 x 1600 x 800 |
| TESA micro-hite 3D | 3D measuring machine | 460 x 510 x 366 |
| TESA micro-hite M 600 | Vertical electronic height gauge | up to 600 +/- 0.001 |
| ConturoMatic T2 | Contour measuring device | 250 x 310 |
| Hauser H601-DR | Profile projector | zoom 10/20/50 |
| Reishauer | Concentricity measurement device | Ø 200 x 400 |
| Diverse TRIMOS TVA 600 | Vertical electronic height gauge | up to 600 +/- 0.001 |
| Planolith / Sylvac | Evenness and right-angled measuring device | Tolerance μm-range |
| ISOMA | Measuring microscope | 150 x 70 resolution 0.001 |
| Perthen M4P | Surface roughness measuring device | Ra / Rz / Rmax |
| Epoch LTC | Ultrasonic measuring device | 0.01 |
Special procedures
| Type | Description | Operating range in mm |
|---|---|---|
| Baublys BL3000 | laser marking system with 20W fiber laser. Validated for medical device | 100 x 100 |
| SUNNEN MBC 1804G | Honing machine | Ø 7 to 50 |
| SUNNEN SV20 | Honing machine | Ø 19 to 200 / 680mm |
| SUNNEN Eclipse EC-3500 | Honing machine | Ø 1.5 to 165 |
| Colorcoding | Special process for medical products | |
| Polyservice VE200 | Vibratory deburring machine | 200 Liters |
| Polyservice P30 | Vibratory deburring machine | 30 Liters |
| 2x Polyservice P30 | Vibratory deburring machine for medical device | 30 Liters |
| Matachana | Cleaning system for medical devices | |
| Sandmaster 75S Medica | Injector blasting with glass beads for medical device | |
| 2x Sandmaster 75S Medica | Injector blasting with glass beads for medical device | |
| Nicolis WA80-P | Wet blasting | |
| Sicmi PST 40 AD | Forming press | 400 kN |
| Pero R1 | Cleaning system | |
| Type | Description | Operating range in mm |
| Baublys BL3000 | laser marking system with 20W fiber laser. Validated for medical device | 100 x 100 |
| SUNNEN MBC 1804G | Honing machine | Ø 7 to 50 |
| SUNNEN SV20 | Honing machine | Ø 19 to 200 / 680mm |
| SUNNEN Eclipse EC-3500 | Honing machine | Ø 1.5 to 165 |
| Colorcoding | Special process for medical products | |
| Polyservice VE200 | Vibratory deburring machine | 200 Liters |
| Polyservice P30 | Vibratory deburring machine | 30 Liters |
| 2x Polyservice P30 | Vibratory deburring machine for medical device | 30 Liters |
| Matachana | Cleaning system for medical devices | |
| Sandmaster 75S Medica | Injector blasting with glass beads for medical device |
Work Process
| Category | Quantity | Brand | Machine Type | Application | Work Area |
|---|---|---|---|---|---|
| Cubic Machining | 1× | Hüller Hille | nbh 290R-8 CNC | Complete machining | 1800x1200x1250 - 5 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 260 R-5 CNC | Complete machining | 1400x1100x1000 - 4 axes |
| Cubic Machining | 1× | Hüller Hille | nbh 260 R-5 CNC | Complete machining | 1400x1100x1000 - 4 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 170-4 Speed CNC | Complete machining | 1000x800x800 - 5 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 90R-4 CNC | Complete machining | 630x500x580 - 4 axes |
| Cubic Machining | 1× | Mikron | |||
| Cubic Machining | 1× | Heckler & Koch | |||
| Cubic Machining | 1× | Chiron MILL800highspeedCNC | |||
| Rotary Machining | 1× | Index | |||
| Rotary Machining | 2× | Index | |||
| Rotary Machining | 2× | Index | |||
| Rotary Machining | 1× | Index | |||
| Rotary Machining | 1× | Index | |||
| Tool setting | 1× | Zoller | |||
| Tool setting | 1× | Zoller | |||
| Tool setting | 1× | Zoller | |||
| Tool setting | 1× | Zoller | |||
| Tool setting | 1× | Economic | |||
| Cubic Machining | 1× | Hüller Hille | nbh 290R-8 CNC | Complete machining | 1800x1200x1250 - 5 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 260 R-5 CNC | Complete machining | 1400x1100x1000 - 4 axes |
| Cubic Machining | 1× | Hüller Hille | nbh 260 R-5 CNC | Complete machining | 1400x1100x1000 - 4 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 170-4 Speed CNC | Complete machining | 1000x800x800 - 5 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 90R-4 CNC | Complete machining | 630x500x580 - 4 axes |
| Cubic Machining | 1× | Mikron |