
Produits semi-finis

Conception technique
Grâce à notre technologie et à notre expérience étendues et modernes, nous vous équipons du matériel adapté à vos constructions.
Étant donné que SCALEOPERATE est actif dans le domaine des projets, nous aimerions savoir dans quel domaine nous pouvons faire une comparaison de prix, de qualité et de logistique ? Je voudrais également savoir si vous vous procurez également des pièces complexes XXL, surdimensionnées et très petites, avec des tolérances minimales +/- (µ). Nous vous demandons donc, à vous et à vos collègues, de garder un œil sur nous en cas de demande afin que nous puissions vous aider à temps. Nous sommes ravis de nous proposer comme point de contact supplémentaire pour l'extrusion d'aluminium, la fabrication de précision CNC, le moulage par injection et l'impression 3D.
Nous fabriquons vos profilés en aluminium dans la forme souhaitée et prenons soin de l'apparence, par exemple du design des couleurs, avec une riche sélection de traitements de surface. Grâce au revêtement en poudre horizontal et vertical, nous pouvons réaliser tous les codes couleurs RAL et couleurs spécifiques aux profilés selon vos souhaits. Le processus d'anodisation polyvalent, par exemple, est utilisé pour différentes couleurs et propriétés de surface. Nous pouvons l'utiliser pour anodiser des profils jusqu'à une longueur de 15 mètres. Nos parcours machines étendus nous permettent de nous adapter pleinement à vos procédés mécaniques et de répondre à vos exigences en matière de profilés acier et aluminium. Vous nous confiez les profils souhaités, nous les livrons, grâce à nos connaissances et notre infrastructure technologique. Ce produit est rendu possible, par exemple, par nos machines CNC avec usinage à 3, 4 ou 5 axes.
SCALEOPERATE, est fabricant et consultant, pour l'ingénierie de :
Pièces usinées de précision & distribution de composants électroniques, dans les domaines de :
Ingénierie d'installations, composants pour l'aérospatiale, l'automobile, la marine, les chantiers navals, pièces marines, cylindres, vannes, systèmes hydrauliques, commandes et entraînements. En outre nous fournissons des produits tels que : Roulements à billes, joints, instruments de mesure, traitement des matériaux isolants, induction et conductivité, ainsi que Extrusion de profilés en aluminium, systèmes d'alimentation et de rails, traitement de surface, technologie de tuyauterie, connecteurs, connecteurs, connecteurs, raccords de tuyaux et raccords à vis.
Coupe contrôlée par CNC
Sur notre machine de découpe CNC à double tête 5 axes de la nouvelle génération, nous pouvons découper avec précision des profils jusqu'à 6500 mm.
Grâce à notre banc de découpe entièrement automatique, nous découpons vos pièces de manière très efficace et très précise.
Grâce à notre système CNC 3 axes contrôlé par FANUC, qui fonctionne rapidement et avec précision, nous raccourcissons vos processus avec une précision de 0,02 mm, qu'il s'agisse d'aluminium ou d'acier. En même temps, nous pouvons serrer des pièces jusqu'à une longueur de 2500 mm.
Avec nos centres d'usinage de profilés CNC 4 axes, parmi les plus rapides et les plus précis de leur catégorie, nous vous offrons la possibilité de produire vos profilés jusqu'à 7000 mm de longueur en peu de temps avec une précision de 0,05 mm.
Nos deux machines CNC 5 axes utilisées pour produire des pièces moulées réduisent le taux d'erreur en finissant vos pièces avec un seul bridage sur la ligne.
De plus, avec nos partenaires solides et spécialisés, nous prenons en charge l'usinage mécanique de vos profilés jusqu'à une longueur de 15 m selon vos exigences et assurons les contrôles qualité nécessaires.

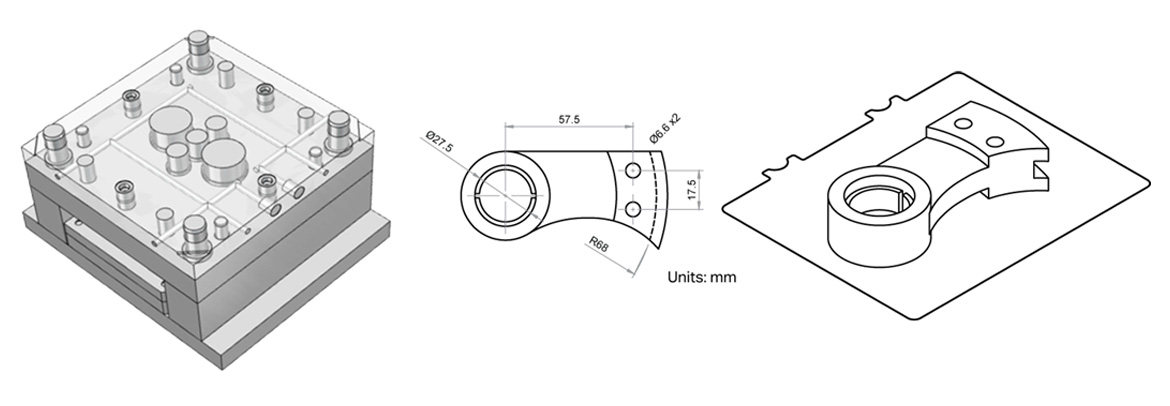
Moules à injection
Notre atelier de production couvre une grande capacité de fabrication de moules en silicone, caoutchouc, pièces plastiques et moules à injection. Elle va du moule prototype au moule grande série de 5,5 tonnes. Nous fournissons un excellent support, ce qui nous permet de travailler en étroite collaboration avec vous au début de chaque phase du projet.
Moulage par injection plastique
Avec nos nouvelles machines de 120 à 320 tonnes, nous pouvons également vous proposer une production en série. L'équipement est équipé de bras robotisés qui amènent automatiquement vos produits aux points de contrôle qualité sans les toucher manuellement. Ce processus augmente notre efficacité.
- Concevoir de nouveaux produits
- Prototypage
- Tests, transferts, échantillonnage
- Mise en œuvre de nouvelles technologies
- Optimiser le processus de production
- Résoudre les problèmes techniques et technologiques
- Montage de lignes et accompagnement au démarrage
- Conseils techniques et formations
Polymères
Notre connaissance approfondie des polymères, des colorants, des additifs et des paramètres de traitement garantit que nous sélectionnons les composants les plus appropriés pour chaque projet. Les matériaux et les ressources sont sélectionnés en fonction de la chaleur, de la pression, de la durabilité, du coût et d'autres propriétés.
Nous pouvons également produire ABS (Acrylonitrile butadiene styrene), PC (polycarbonate), PE (polyéthylène), PP (polypropylène), polyamide (PA6-PA66-PA12), Peek, PPC, GF30, GF50, GB15, GB30, PBT (polytéréphtalate de butylène), TPE (élastomères thermoplastiques), POM (polyoxyméthylène), PS (polystyrène) et autres composés spéciaux.
Moulage et conception
Pendant la phase de moulage et d'ingénierie, nous menons des études d'innovation basées sur les configurations géométriques, les propriétés des composants, la structure du composant et les processus de fabrication annuels. Cela inclut la détermination du facteur de forme optimal pour la production de pièces. En identifiant la forme de production la plus précise de l'objet, nous exécutons la fabrication des composants à l'aide de moules tandem, de moules progressifs ou de systèmes d'extrémité.
Le processus de fabrication des moules est exécuté au sein de notre infrastructure, de la conception initiale au produit final. Nous pouvons produire des moules internes et externes complexes avec une tolérance minimale +/- (µ) jusqu'à 50 tonnes. Nous sommes capables de produire toutes les grandes pièces courantes jusqu'aux cadres latéraux dans l'industrie automobile ainsi que des composants standard de moulage par injection/durs et souples.
Nos capacités incluent : - Technologie multi-composants avec moules à transfert, à plateau tournant, à glissière, à cube et à barre de serrage - Processus de cavité tels que le moulage par injection de gaz (GIT) - Processus de mousse tels que le moulage par injection de mousse thermoplastique (TSG) - Hybride technologies (métal/plastique) - Procédé sandwich en procédé one-shot (2K TSG) - Moulage par injection arrière de matériau Moulage par injection d'insert.
Nous construisons également des composants en utilisant une technologie de pression de gaz interne avec des plastiques/charges de densité inférieure à celle des applications des séries précédentes. Cette approche nous permet de maintenir les plus hauts standards de qualité et de précision dans nos processus de fabrication.
Impression 3D ou fabrication additive
Fabrication FDM Notre processus de production utilise la technologie FFF/LPD/FDM (Fused Deposition Modeling), une méthode qui facilite la fabrication d'un large spectre de couleurs et de matériaux. Cette technique fonctionne sur le principe du dépôt de couches successives de matière thermoplastique semi-fluide sur une plateforme de construction.
Cette approche offre un rapport coût-performance optimal. Les produits obtenus présentent une durabilité et une résistance à la dégradation causée par les UV. Pour les conceptions complexes, la génération automatique de structures de support peut être nécessaire. C'est l'une des rares méthodologies où nous pouvons facilement modifier le taux de remplissage pour optimiser le coût et le poids.
Notre ligne de production utilise exclusivement des machines à extrudeuse simple ou double de qualité professionnelle, nous permettant de fabriquer en deux couleurs simultanément et d'utiliser des matériaux de support solubles. De plus, nous fournissons un post-traitement complet du produit selon les spécifications du client.
Fabrication SLS Comme alternative, nous proposons la technologie de frittage sélectif par laser (SLS), un processus qui implique le frittage laser de poudre de polyamide, remplissant progressivement la chambre de travail couche par couche. Un modèle fabriqué de cette manière évite le besoin d'éléments de support supplémentaires et son pourcentage de remplissage est maximal.
Cette technique est idéale pour les géométries complexes nécessitant des tolérances dimensionnelles strictes et pour les structures complexes de style Voronoi qui nécessiteraient une quantité importante de supports difficiles à retirer. Il est également parfaitement adapté à la création de composants mécaniques robustes et durables. Les modèles fabriqués par SLS peuvent être utilisés non seulement comme prototypes mais également comme pièces entièrement fonctionnelles. Ses limites incluent une gamme restreinte de matériaux disponibles et un coût relativement plus élevé par rapport aux autres technologies. Le matériau polyamide (nylon) trouve de nombreuses applications dans l'industrie et dans notre vie quotidienne.
Fabrication SLA SLA (stéréolithographie) est la technique d'impression 3D pionnière. Les modèles fabriqués grâce à cette technologie sont composés de résine liquide solidifiée par une lumière laser extrêmement précise focalisée sur un petit point. L'objet imprimé sort d'une cuve remplie de résine spéciale et, une fois terminé, il doit être immergé dans un fluide spécifique pour éliminer les résidus de résine. Par la suite, il nécessite un durcissement supplémentaire sous une source de lumière UV.
Cette technique est idéale pour les modèles qui intègrent de nombreux détails infimes qui doivent être représentés avec précision. La qualité de la surface du modèle est comparable à celle des produits moulés par injection. L’épaisseur de la couche est si minuscule qu’elle est imperceptible à l’œil nu. Il est parfait pour les modèles très petits mais complexes tels que des figurines ou des bijoux. Les modèles SLA peuvent être utilisés avec succès pour créer des moules finaux ou pour la technique de coulée à la cire perdue. Les impressions présentent une excellente qualité sans nécessiter de lissage supplémentaire, mais elles sont sensibles à la lumière UV et l'ensemble du processus de production est relativement lent.
Fabrication SLM Pour répondre aux exigences avancées de nos clients, nous avons lancé un service d'impression directe sur poudres métalliques, y compris les métaux précieux, sur demande spéciale.
Le principe de fonctionnement de cette technologie est très similaire à celui du SLS, à la différence que les modèles imprimés nécessitent l'application de supports supplémentaires, qui servent de canaux de dissipation thermique lors de l'impression. Le métal en poudre est fondu par un laser d'une précision extraordinaire, créant même les modèles de bijoux, dentaires ou industriels les plus complexes. Cela permet une réduction significative du temps nécessaire pour obtenir le modèle final à partir d'un métal donné par rapport à la technologie alternative SLA.
Découpe laser
Sur nos machines laser CNC les plus modernes, St3, nous pouvons découper avec précision vos pièces jusqu'à 20 mm d'épaisseur de paroi, acier inoxydable jusqu'à 15 mm, alliages d'aluminium jusqu'à 8 mm. De plus, nos plieuses CNC peuvent plier très précisément les pièces jusqu'à une longueur de 3 mètres.
Presses excentriques et presses hydrauliques
Avec nos presses excentriques type C (25 à 175 tonnes) et type H (200 tonnes), ainsi que nos presses hydrauliques (250 tonnes), nous concevons vos pièces métalliques. Après la fabrication de vos matériaux, divers traitements de surface peuvent être réalisés par ébavurage, vibration, polissage de surface et galvanisation. Selon la taille et la forme des pièces, des lignes de production mémorables sont également installées.
Revêtement en poudre
De plus, notre nouvelle ligne de poudrage entièrement automatique peut réaliser des traitements de surface uniques jusqu'à 2,5 m de longueur et 1,5 m de hauteur. Les étapes du processus de prétraitement sont le pré-nettoyage et le pré-revêtement à l'aide de la nanotechnologie. Ce revêtement confère à vos pièces une résistance au test salin de 200 heures.
Pièces tournées et fraisées CNC
- Tournage CNC de divers matériaux : acier de décolletage, acier inoxydable, aluminium ou alliages de laiton.
- Tournage CNC (avec et sans outils entraînés), de la barre D 3 - 70 mm
- Tours automatiques monobroches pour passage de barre
- Tours automatiques pour passage de barres
- Tours automatiques multibroches (6 et 8 broches)
- Machines à laver et à sécher modernes
- Fraiseuses 6 axes.
Tournage et fraisage CNC
- Usinage par tournage CNC de divers matériaux : acier de décolletage, acier inoxydable, aluminium ou alliages de laiton.
- Usinage au tour CNC (avec et sans outils entraînés)
- Tours automatiques monobroches pour passage de barre
- Tours automatiques pour passage de barres
- Tours automatiques multibroches (6 et 8 broches)
- Machines à laver et à sécher modernes
- Fraiseuses 6 axes
Fonderie d'aluminium et de zinc
- Production de pièces sur presses avec force de serrage de 250 à 450 tonnes pour l'aluminium et de 50 à 250 tonnes pour le Zamak.
- Traitement de surface
- Sablage
- Meulage vibratoire
- Divers revêtements
Usinage de profil
Nous perçons, poinçonnons et découpons vos profilés et les finissons par anodisation ou thermolaquage dans les couleurs RAL ou NCS.
- Usinage
- Sciage
- Perçage
- Coup de poing
- Fraisage
- Coupe du fil
- Débavurage
- Traitement de surface
- Anodisation
- Revêtement en poudre dans les couleurs RAL et NCS
Profils en aluminium extrudé
Alliages d'aluminium
- EN AW 1050
- EN AW 1070
- EN AW 1350
- EN AW 1200
- EN AW 3103
- EN AW 3003
- EN AW 3105
- EN AW 3207
- EN AW 4852
- EN AW 5005
- EN AW 5083
- EN AW 6060
- EN AW 6061
- EN AW 6063
- EN AW 6082
- EN AW 6083
- EN AW 7020
- EN AW 7108
- ISO 9100
- ISO 9120
autres alliages sur demande Traitement de surface
Revêtement en poudre anodisé dans les couleurs RAL et NCS
Magnésium
Le métal alcalino-terreux, le magnésium, renforce la robustesse à la traction et la rigidité de l'aluminium, réduisant simultanément sa vulnérabilité à l'eau de mer et aux alcalis, fabriquant ainsi un composite plus résistant à la corrosion. Cet alliage est idéal pour un déploiement dans le secteur des transports, les bâtiments architecturaux, les viaducs et les infrastructures navales.
Silicium
Le semi-métal, le silicium, renforce également la résistance à la corrosion des alliages d'aluminium. En combinaison avec le magnésium, le résultat est un alliage traitable thermiquement. Le silicium abaisse en outre le point de fusion, garantit une fusion à faible viscosité, augmentant ainsi la soudabilité et la brasabilité.
Manganèse
En plus d'améliorer la robustesse à la traction et la résistance à la corrosion, l'incorporation de manganèse a également un impact favorable sur la résistance aux températures élevées. Les applications idéales pour de tels alliages sont répandues dans les infrastructures des centrales électriques, les articles ménagers tels que les ustensiles de cuisine ou dans les systèmes de refroidissement des véhicules.
Cuivre
Contrairement à d'autres éléments d'alliage, le cuivre réduit la résistance à la corrosion de l'alliage. Cependant, ce métal brun rougeâtre augmente considérablement la dureté et la résistance et favorise l'élasticité. L'incorporation de cuivre produit également des alliages d'aluminium traitables thermiquement avec un large spectre de températures. Ils sont parfaits pour un déploiement dans les secteurs de l'aérospatiale et de l'aviation.
CNC milling
| Type | Axes | Table/Pallet in mm | Part dimensions in mm | Number of tools |
|---|---|---|---|---|
| Hermle C32U Dynamic with RS05-2 robot cell | 5 | 320 x 320 | 650 x 600 x 500 | 123 |
| Hermle C32U with "Lang"-Automatization | 5 | 320 x 320 | 650 x 600 x 500 | 123 |
| Hermle C32U with Hermle RS2 robot cell | 5 | 320 x 320 | 650 x 600 x 500 | 227 |
| Hermle C32U with Hermle RS2 robot cell | 5 | 320 x 320 | 650 x 600 x 500 | 227 |
| Hermle C30U Dynamic | 5 | Ø 630 | 650 x 600 x 500 | 32 |
| Hermle C30U with 6-axes-robot | 5 | ø300 (760 x 370) | 650 x 600 x 500 | 119 |
| Hermle C30U | 4 | 900 x 650 | 650 x600 x 500 | 32 |
| OKK HM63/80S with Fastems pallet magazine | 4 | 630 x 630 | 1000 x 850 x 820 | 408 |
| Mori Seiki SH-503 | 4 | 500 x 500 | Ø 730 x 700 | 240 |
| Mori Seiki SH-50 | 4 | 500 x 500 | Ø 610 x 700 | 120 |
| Mori Seiki SH-400 | 4 | 400 x 400 | Ø 610 x 650 | 40 |
| Mori Seiki MH-40 | 4 | 400 x 400 | Ø 610 x 650 | 120 |
| Mori Seiki SV-403 | 3 | 900 x 500 | 600 x 430 x 460 | 30 |
| Mori Seiki SV-50A | 3 | 950 x 480 | 800 x 510 x 510 | 40 |
| Mori Seiki SV-50B | 4 | 1300 x 600 | 1000 x 510 x 510 | 30 |
| Kira VTC-30 Elite | 3 | 300 x 500 | 400 x 250 x 250 | 10 |
| Fehlmann PICOMAX 54 | 3 | 855 x 320 | 500 x 250 x 160 |
CNC turning
| Type | Description | ø l in mm |
|---|---|---|
| Okuma LT200MY with CELLRO automatization system | 2 spindle, 2 revolver, Y axis, bar loader, spindle hole: ø 52 mm, driven tools | Ø 210 x 700 |
| Okuma LU35M2 | Tool stations: upper 12 tools, lower: 10 tools, spindle hole: ø 90 mm, driven tools | Ø 550 x 1250 |
| Okuma LR25M | 1 Spindle, 2 revolver, spindle hole: ø 70 mm, driven tools | Ø 520 x 850 |
| Index G420 with robot automatization system | Identical main and counter spindles with spindle clearance D 102 mm or D 120 mm, High thermal and mechanical stability, High dynamic response (rapid traverse rate up to 50 m/min), Tool stock for up to 139 tools | Ø 350 / 1600 |
| Mori Seiki SL-25A / 500 | Spindle hole: ø 51 mm, bar loader | Ø 290 x 490 |
| Mori Seiki SL-25B / 500 | Spindle hole: ø 51 mm | Ø 260 x 490 |
| Mazak Quick Turn 10 | Turret drill units | Ø 160 x 256 |
| Mazak Quick Turn 10 | Turret drill units | Ø 110 x 256 |
| CMZ TA-25-YS-640 | 2 multi-spindle, 1 revolver | Ø 175 x 400 |
| Nakamura TW-20 MMY | Y-Achse+/-45 mm | Ø 65 x 270 |
| HWACHEON Hi-TECH 230BL | C-Achse, Y-Achse +/-60 mm | Ø 400 x 580.5 |
| Gildemeister CTX TC1250 | Roboterzelle zu Gildemeister CTX TC1250 | Ø 500 x 1200 mm |
CNC grinding
| Type | Description | Area in mm |
|---|---|---|
| STUDER S40 CNC | Steered b- and c-axis, external-, surface, internal, involute-spline grinding in one clamping,external- and internal thread grinding | ø 300/1600 |
| STUDER S40 CNC | Steered b- and c-axis, external-, surface, internal, involute-spline grinding in one clamping, external- and internal thread grinding | ø 300/1600 |
| STUDER S40 CNC | Steered b- and c-axis, external-, surface, internal, involute-spline grinding in one clamping, external- and internal thread grinding | ø 300/1600 |
| STUDER S145 CNC | Internal/ external/ thread grinding, Steered c-axis | Ø 300/200 |
| STUDER S141 CNC | Internal/ external/ thread grinding | max. ø 400/700 |
| Mägerle MF-120.50.40 | Precision flat-grinding lathes | Ø 1300 x 450 x 510 |
| Brand | Precision flat-grinding lathes | Ø 1000 x 300 |
| Favretto MC-160 | Precision flat-grinding lathes with dividing head for Hirth gear grinding | Ø 1500 x 500 |
| Paragon RC 16 | Ø 1 – 50 mm | |
| Mägerle Modell F-120 | Ø 1200 x 500 x 700 mm | |
| Kellenberger UR 175 /1000 Kelco - Kel-Varia | Ø 350 x 1000 mm | |
| Kellenberger UR 175 / 1000 / CNC Kelco 70 | Ø 50 x 1000 mm | |
| Sunnen EC-3500CEM-27 | Ø 40 x 400 mm | |
| EVERISING S-250HB | Ø 250 mm |
Welding
| Type | Description | Measurement range |
|---|---|---|
| MasterTIG 3000 ACDC | TIG - welding apparatus with robot | |
| MasterTIG 2500 ACDC | TIG - welding apparatus | |
| FastMIG KM 400 | MIG - welding apparatus | |
| 2 x Fronius Magic Wave 2200 | TIG - welding apparatus, water-cooled | |
| Fronius Magic Wave 2200 | TIG - welding apparatus, gas-cooled | |
| SIGMA SL 220 | Laser welding machine | |
| Quality assurance | ||
| ZEISS PRISMO navigator | 3D CNC measuring machine / Scanning sensor VAST Gold / Length measurement error of just 0.9+L/350 millimeters | |
| WENZEL LH 108 | 3D CNC measuring machine | 1000 x 1600 x 800 |
| TESA micro-hite 3D | 3D measuring machine | 460 x 510 x 366 |
| TESA micro-hite M 600 | Vertical electronic height gauge | up to 600 +/- 0.001 |
| ConturoMatic T2 | Contour measuring device | 250 x 310 |
| Hauser H601-DR | Profile projector | zoom 10/20/50 |
| Reishauer | Concentricity measurement device | Ø 200 x 400 |
| Diverse TRIMOS TVA 600 | Vertical electronic height gauge | up to 600 +/- 0.001 |
| Planolith / Sylvac | Evenness and right-angled measuring device | Tolerance μm-range |
| ISOMA | Measuring microscope | 150 x 70 resolution 0.001 |
| Perthen M4P | Surface roughness measuring device | Ra / Rz / Rmax |
| Epoch LTC | Ultrasonic measuring device | 0.01 |
Special procedures
| Type | Description | Operating range in mm |
|---|---|---|
| Baublys BL3000 | laser marking system with 20W fiber laser. Validated for medical device | 100 x 100 |
| SUNNEN MBC 1804G | Honing machine | Ø 7 to 50 |
| SUNNEN SV20 | Honing machine | Ø 19 to 200 / 680mm |
| SUNNEN Eclipse EC-3500 | Honing machine | Ø 1.5 to 165 |
| Colorcoding | Special process for medical products | |
| Polyservice VE200 | Vibratory deburring machine | 200 Liters |
| Polyservice P30 | Vibratory deburring machine | 30 Liters |
| 2x Polyservice P30 | Vibratory deburring machine for medical device | 30 Liters |
| Matachana | Cleaning system for medical devices | |
| Sandmaster 75S Medica | Injector blasting with glass beads for medical device | |
| 2x Sandmaster 75S Medica | Injector blasting with glass beads for medical device | |
| Nicolis WA80-P | Wet blasting | |
| Sicmi PST 40 AD | Forming press | 400 kN |
| Pero R1 | Cleaning system | |
| Type | Description | Operating range in mm |
| Baublys BL3000 | laser marking system with 20W fiber laser. Validated for medical device | 100 x 100 |
| SUNNEN MBC 1804G | Honing machine | Ø 7 to 50 |
| SUNNEN SV20 | Honing machine | Ø 19 to 200 / 680mm |
| SUNNEN Eclipse EC-3500 | Honing machine | Ø 1.5 to 165 |
| Colorcoding | Special process for medical products | |
| Polyservice VE200 | Vibratory deburring machine | 200 Liters |
| Polyservice P30 | Vibratory deburring machine | 30 Liters |
| 2x Polyservice P30 | Vibratory deburring machine for medical device | 30 Liters |
| Matachana | Cleaning system for medical devices | |
| Sandmaster 75S Medica | Injector blasting with glass beads for medical device |
Work Process
| Category | Quantity | Brand | Machine Type | Application | Work Area |
|---|---|---|---|---|---|
| Cubic Machining | 1× | Hüller Hille | nbh 290R-8 CNC | Complete machining | 1800x1200x1250 - 5 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 260 R-5 CNC | Complete machining | 1400x1100x1000 - 4 axes |
| Cubic Machining | 1× | Hüller Hille | nbh 260 R-5 CNC | Complete machining | 1400x1100x1000 - 4 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 170-4 Speed CNC | Complete machining | 1000x800x800 - 5 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 90R-4 CNC | Complete machining | 630x500x580 - 4 axes |
| Cubic Machining | 1× | Mikron | |||
| Cubic Machining | 1× | Heckler & Koch | |||
| Cubic Machining | 1× | Chiron MILL800highspeedCNC | |||
| Rotary Machining | 1× | Index | |||
| Rotary Machining | 2× | Index | |||
| Rotary Machining | 2× | Index | |||
| Rotary Machining | 1× | Index | |||
| Rotary Machining | 1× | Index | |||
| Tool setting | 1× | Zoller | |||
| Tool setting | 1× | Zoller | |||
| Tool setting | 1× | Zoller | |||
| Tool setting | 1× | Zoller | |||
| Tool setting | 1× | Economic | |||
| Cubic Machining | 1× | Hüller Hille | nbh 290R-8 CNC | Complete machining | 1800x1200x1250 - 5 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 260 R-5 CNC | Complete machining | 1400x1100x1000 - 4 axes |
| Cubic Machining | 1× | Hüller Hille | nbh 260 R-5 CNC | Complete machining | 1400x1100x1000 - 4 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 170-4 Speed CNC | Complete machining | 1000x800x800 - 5 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 90R-4 CNC | Complete machining | 630x500x580 - 4 axes |
| Cubic Machining | 1× | Mikron |