
Półprodukty

Konstrukcja techniczna
Dzięki naszej szerokiej, nowoczesnej technologii i doświadczeniu wyposażamy Cię w odpowiedni materiał do Twoich konstrukcji.
Ponieważ SCALEOPERATE działa w branży projektowej, chcielibyśmy wiedzieć, w jakim obszarze możemy dokonać porównania cen, jakości i logistyki? Chciałbym również zapytać, czy złożone, ponadgabarytowe i bardzo małe części XXL z minimalnymi tolerancjami +/- (µ) są również pozyskiwane zewnętrznie. Dlatego prosimy Ciebie i Twoich współpracowników o obserwowanie nas w przypadku zapytań, abyśmy mogli pomóc w odpowiednim czasie. Cieszymy się, że możemy zaoferować siebie jako dalszy punkt kontaktowy w zakresie wytłaczania aluminium, precyzyjnej produkcji CNC, formowania wtryskowego i druku 3D.
Produkujemy Twoje profile aluminiowe w pożądanym kształcie i dbamy o wygląd, na przykład kolorystykę, korzystając z bogatego wyboru obróbek powierzchni. Stosując poziome i pionowe malowanie proszkowe, możemy według Państwa życzeń zrealizować wszystkie kody kolorów RAL oraz kolory charakterystyczne dla profili. Na przykład wszechstronny proces anodowania jest stosowany w celu uzyskania różnych kolorów i właściwości powierzchni. Możemy nim anodować profile o długości do 15 metrów. Nasze rozbudowane ścieżki maszynowe pozwalają nam w pełni dostosować się do Twoich procesów mechanicznych i spełnić Twoje wymagania dotyczące profili stalowych i aluminiowych. Ty przekazujesz nam swoje pożądane profile - my je dostarczamy, dzięki naszej wiedzy i infrastrukturze technologicznej. Produkt ten jest możliwy na przykład dzięki naszym maszynom CNC z obróbką 3-, 4- lub 5-osiową.
SCALEOPERATE, jest producentem i konsultantem w zakresie inżynierii:
Obrabiane części precyzyjne i dystrybucja komponentów elektronicznych w dziedzinach:
Inżynieria instalacji, przemysł lotniczy, motoryzacyjny, morski, komponenty stoczniowe, morskie, cylindry, zawory, hydraulika, sterowanie i części napędowe. Ponadto dostarczamy produkty takie jak: Łożyska kulkowe, uszczelnienia, przyrządy pomiarowe, obróbka materiałów izolacyjnych, indukcja i przewodność, a także Wytłaczanie profili aluminiowych, systemy podawania i szyn, obróbka powierzchni, technologia rurociągów, złącza, złącza wtykowe, złącza, złączki do węży i połączenia śrubowe.
Cięcie sterowane CNC
Na naszej 5-osiowej dwugłowicowej wycinarce CNC nowej generacji możemy precyzyjnie ciąć profile do 6500 mm.
Dzięki naszemu w pełni zautomatyzowanemu stołowi tnącemu tniemy Twoje części bardzo wydajnie i bardzo precyzyjnie.
Dzięki naszemu sterowanemu przez firmę FANUC 3-osiowemu systemowi CNC, który działa szybko i precyzyjnie, skracamy Twoje procesy z dokładnością do 0,02 mm, zarówno aluminium, jak i stali. Jednocześnie możemy mocować części o długości do 2500 mm.
Dzięki naszym 4-osiowym centrom obróbczym profili CNC, które należą do najszybszych i najdokładniejszych w swojej klasie, oferujemy Państwu możliwość produkcji profili o długości do 7000 mm w krótkim czasie z dokładnością do 0,05 mm .
Nasze dwie 5-osiowe maszyny CNC używane do produkcji formowanych części zmniejszają liczbę błędów, wykańczając elementy jednym mocowaniem na linii.
Ponadto wraz z naszymi solidnymi i wyspecjalizowanymi partnerami zajmiemy się mechaniczną obróbką Twoich profili do długości 15 m zgodnie z Twoimi wymaganiami i zapewnimy niezbędne kontrole jakości.

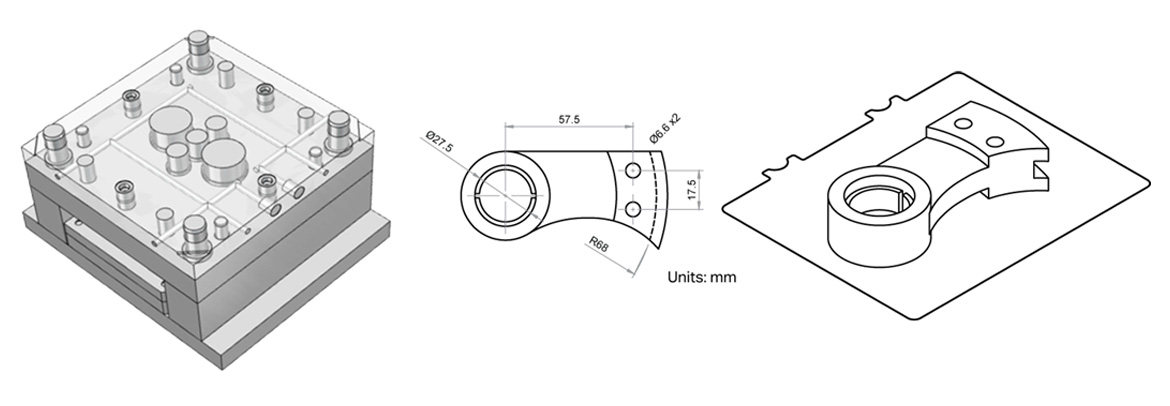
Formy wtryskowe
Nasz warsztat produkcyjny dysponuje dużymi możliwościami wykonywania form do silikonu, gumy, części z tworzyw sztucznych oraz form wtryskowych. Obejmuje zarówno formy prototypowe, jak i formy wielkoseryjne o masie 5,5 tony. Zapewniamy doskonałe wsparcie, umożliwiające nam ścisłą współpracę z Państwem na początku każdej fazy projektu.
Formowanie wtryskowe tworzyw sztucznych
Dzięki naszym nowym maszynom od 120 do 320 ton możemy zaoferować Państwu również produkcję masową. Sprzęt jest wyposażony w ramiona robotyczne, które automatycznie przenoszą Twoje produkty do punktów kontroli jakości bez dotykania ich ręcznie. Proces ten zwiększa naszą efektywność.
- Projektuj nowe produkty
- Prototypowanie
- Testowanie, przekazanie, pobieranie próbek
- Wdrażanie nowych technologii
- Optymalizuj proces produkcyjny
- Rozwiązywanie problemów technicznych i technologicznych
- Montaż linii i wsparcie rozruchu
- Doradztwo techniczne i szkolenia
Polimery
Nasza rozległa wiedza na temat polimerów, barwników, dodatków i parametrów przetwarzania gwarantuje, że wybieramy najbardziej odpowiednie komponenty dla każdego projektu. Materiały i zasoby są wybierane na podstawie ciepła, ciśnienia, trwałości, kosztów i innych właściwości.
Produkujemy również ABS (akrylonitryl-butadien-styren), PC (poliwęglan), PE (polietylen), PP (polipropylen), poliamid (PA6-PA66-PA12), Peek, PPC, GF30, GF50, GB15, GB30 PBT (tereftalan polibutylenu), TPE (elastomery termoplastyczne), POM (polioksymetylen), PS (polistyren) i inne związki specjalne
Formowanie i projektowanie
Na etapie formowania i inżynierii prowadzimy badania innowacji w oparciu o konfiguracje geometryczne, właściwości komponentów, strukturę komponentu i roczne procesy produkcyjne. Obejmuje to określenie optymalnego współczynnika kształtu do produkcji części. Określając najdokładniejszy kształt produkcyjny obiektu, realizujemy produkcję komponentów przy użyciu form tandemowych, form progresywnych lub systemów końcowych.
Proces produkcji form odbywa się w naszej infrastrukturze, od wstępnego projektu po produkt końcowy. Jesteśmy w stanie wyprodukować złożone formy wewnętrzne i zewnętrzne z minimalną tolerancją +/- (µ) do 50 ton. Jesteśmy w stanie wyprodukować wszystkie popularne duże części aż do ram bocznych w przemyśle motoryzacyjnym, a także standardowe komponenty formowane wtryskowo/twarde i miękkie.
Nasze możliwości obejmują: - Technologia wielokomponentowa z formami transferowymi, obrotowymi, ślizgowymi, kostkowymi i prętami zaciskowymi - Procesy wnękowe, takie jak formowanie wtryskowe z gazem (GIT) - Procesy spieniania, takie jak formowanie wtryskowe pianki termoplastycznej (TSG) - Hybrydowe technologie (metal/plastik) - Proces typu Sandwich w procesie one-shot (2K TSG) - Formowanie wtryskowe materiału metodą wtrysku metodą wtrysku.
Konstruujemy również komponenty w technologii wewnętrznego ciśnienia gazu z tworzywami sztucznymi/wypełniaczami o niższej gęstości niż w przypadku poprzednich zastosowań seryjnych. Takie podejście pozwala nam zachować najwyższe standardy jakości i precyzji w naszych procesach produkcyjnych.
Druk 3D lub produkcja przyrostowa
Wytwarzanie FDM Nasz proces produkcyjny wykorzystuje technologię FFF/LPD/FDM (Fused Deposition Modeling), metodę, która umożliwia wykorzystanie szerokiego spektrum kolorów i materiałów do produkcji. Technika ta działa na zasadzie osadzania kolejnych warstw półpłynnego materiału termoplastycznego na platformie budowlanej.
To podejście zapewnia optymalny stosunek kosztów do wydajności. Powstałe produkty charakteryzują się trwałością i odpornością na degradację UV. W przypadku skomplikowanych projektów może być konieczne automatyczne generowanie konstrukcji wsporczych. Jest to jedna z niewielu metodologii, w której możemy łatwo modyfikować współczynnik wypełnienia, aby zoptymalizować koszt i wagę.
Nasza linia produkcyjna wykorzystuje wyłącznie profesjonalne maszyny z pojedynczą lub podwójną wytłaczarką, co umożliwia nam produkcję w dwóch kolorach jednocześnie i wykorzystanie rozpuszczalnych materiałów pomocniczych. Ponadto zapewniamy kompleksową obróbkę końcową produktu zgodnie ze specyfikacją klienta.
Wytwarzanie SLS Alternatywnie oferujemy technologię selektywnego spiekania laserowego (SLS), proces polegający na laserowym spiekaniu proszku poliamidowego, stopniowo wypełniając komorę roboczą warstwa po warstwie. Tak wykonany model eliminuje potrzebę stosowania dodatkowych elementów podporowych, a jego procent wypełnienia jest maksymalny.
Ta technika jest idealna w przypadku złożonych geometrii wymagających rygorystycznych tolerancji wymiarowych oraz w przypadku skomplikowanych konstrukcji w stylu Woronoja, które wymagałyby znacznej liczby trudnych do usunięcia podpór. Doskonale nadaje się również do tworzenia solidnych i trwałych komponentów mechanicznych. Modele wytworzone w SLS można wykorzystać nie tylko jako prototypy, ale także jako w pełni funkcjonalne części. Do jej ograniczeń należy ograniczony zakres dostępnych materiałów oraz relatywnie wyższy koszt w porównaniu z innymi technologiami. Materiał poliamidowy (nylon) znajduje szerokie zastosowanie w przemyśle i życiu codziennym.
Wytwarzanie SLA SLA (stereolitografia) to pionierska technika druku 3D. Modele wykonane w tej technologii składają się z płynnej żywicy, która zostaje zestalona za pomocą niezwykle precyzyjnego światła lasera skupionego na małej plamce. Wydrukowany obiekt wyłania się z kadzi wypełnionej specjalną żywicą i po ukończeniu należy go zanurzyć w specjalnym płynie, aby usunąć pozostałości żywicy. Następnie wymaga dodatkowego utwardzania w świetle UV.
Ta technika jest idealna w przypadku modeli zawierających wiele drobnych szczegółów, które wymagają dokładnego przedstawienia. Jakość powierzchni modelu jest porównywalna z produktami formowanymi wtryskowo. Grubość warstwy jest tak mała, że jest niezauważalna gołym okiem. Idealnie nadaje się do bardzo małych, ale skomplikowanych modeli, takich jak figurki czy biżuteria. Modele SLA można z powodzeniem stosować do tworzenia gotowych form czy też do odlewania metodą traconego wosku. Wydruki charakteryzują się doskonałą jakością bez konieczności dodatkowego wygładzania, są jednak wrażliwe na światło UV, a cały proces produkcji jest stosunkowo powolny.
SLM Fabrication Wychodząc naprzeciw zaawansowanym wymaganiom naszych klientów, na specjalne zamówienie uruchomiliśmy usługę bezpośredniego druku w proszkach metali, w tym metali szlachetnych.
Zasada działania tej technologii jest bardzo podobna do SLS, z tą różnicą, że drukowane modele wymagają zastosowania dodatkowych podpór, które służą jako kanały odprowadzające ciepło podczas drukowania. Sproszkowany metal topi się laserem o niezwykłej precyzji, tworząc nawet najbardziej skomplikowane modele jubilerskie, dentystyczne czy przemysłowe. Pozwala to na znaczne skrócenie czasu uzyskania finalnego modelu z danego metalu w porównaniu do alternatywnej technologii SLA.
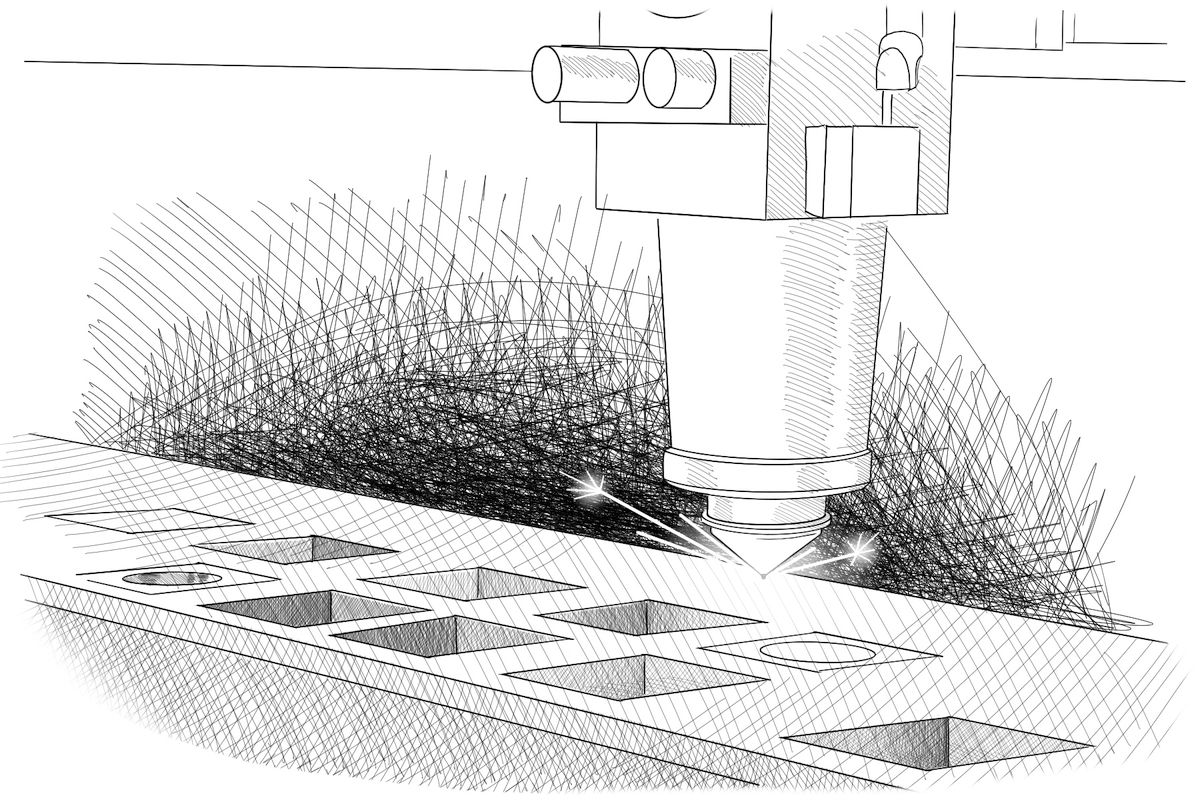
Cięcie laserowe
Na naszych najnowocześniejszych maszynach laserowych CNC St3 możemy precyzyjnie ciąć części o grubości ścianki do 20 mm, stal nierdzewną do 15 mm, stopy aluminium do 8 mm. Ponadto nasze giętarki CNC mogą bardzo precyzyjnie giąć części do długości 3 m.
Prasy mimośrodowe i hydrauliczne
Za pomocą naszych pras mimośrodowych typu C (od 25 do 175 ton) i typu H (200 ton) oraz pras hydraulicznych (250 ton) zaprojektujemy części metalowe. Po wyprodukowaniu materiałów można przeprowadzić różne zabiegi powierzchniowe poprzez gratowanie, wibrowanie, polerowanie powierzchni i cynkowanie. W zależności od wielkości i kształtu części instalowane są również niezapomniane linie produkcyjne.
Malowanie proszkowe
Ponadto nasza nowa, w pełni zautomatyzowana linia do malowania proszkowego może przeprowadzać unikalne obróbki powierzchni o długości do 2,5 m i wysokości do 1,5 m. Etapy procesu obróbki wstępnej obejmują wstępne czyszczenie i wstępne powlekanie przy użyciu nanotechnologii. Powłoka ta zapewnia częściom odporność na działanie soli wynoszącą 200 godzin.
Części toczone i frezowane CNC
- Toczenie CNC różnych materiałów: stali automatowej, stali nierdzewnej, aluminium czy stopów mosiądzu.
- Toczenie CNC (z napędzanymi narzędziami i bez), od pręta D 3 - 70 mm
- Jednowrzecionowe automaty tokarskie do prowadzenia prętów
- Automatyczne tokarki do przepustu pręta
- Automaty tokarskie wielowrzecionowe (6 i 8 wrzecion)
- Nowocześnie wyposażone pralki i suszarki
- Frezarki 6-osiowe.
Toczenie i frezowanie CNC
- Obróbka tokarska CNC różnych materiałów: stali automatowej, stali nierdzewnej, aluminium czy stopów mosiądzu.
- Obróbka tokarki CNC (z napędzanymi narzędziami i bez)
- Automaty tokarskie jednowrzecionowe do przejścia prętów
- Automatyczne tokarki do przepustu pręta
- Automaty tokarskie wielowrzecionowe (6 i 8 wrzecion)
- Nowocześnie wyposażone pralki i suszarki
- Frezarki 6-osiowe
Odlewy z aluminium i cynku
- Produkcja detali na prasach o sile zwarcia od 250 do 450 ton dla aluminium i od 50 do 250 ton dla znalu.
- Obróbka powierzchni
- Piaskowanie
- Szlifowanie wibracyjne
- Różne powłoki
Obróbka profili
Wiercimy, dziurkujemy, tniemy Twoje profile i wykańczamy je anodowaniem lub malowaniem proszkowym w kolorach RAL lub NCS.
- Obróbka skrawaniem
- Piłowanie
- Wiercenie
- Dziurkowanie
- Frezowanie
- Przecinanie nici
- Gratowanie
- Obróbka powierzchni
- Anodowanie
- Lakierowanie proszkowe w kolorach RAL i NCS
Profile wytłaczane z aluminium
Stopy aluminium
- EN AW 1050
- EN AW 1070
- EN AW 1350
- EN AW 1200
- EN AW 3103
- EN AW 3003
- EN AW 3105
- EN AW 3207
- EN AW 4852
- EN AW 5005
- EN AW 5083
- EN AW 6060
- EN AW 6061
- EN AW 6063
- EN AW 6082
- EN AW 6083
- EN AW 7020
- EN AW 7108
- ISO 9100
- ISO 9120
inne stopy na zamówienie Obróbka powierzchni
Anodowanie Malowanie proszkowe w kolorach RAL i NCS
Magnez
Metal ziem alkalicznych, magnez, zwiększa wytrzymałość na rozciąganie i sztywność aluminium, jednocześnie zmniejszając jego podatność na wodę morską i zasady, tworząc w ten sposób kompozyt bardziej odporny na korozję. Stop ten doskonale nadaje się do zastosowania w sektorze transportu, obiektach architektonicznych, wiaduktach i infrastrukturze morskiej.
Krzem
Półmetal, krzem, również zwiększa odporność stopów aluminium na korozję. W połączeniu z magnezem uzyskuje się stop nadający się do obróbki cieplnej. Krzem dodatkowo obniża temperaturę topnienia, gwarantuje stopienie o niskiej lepkości, zwiększając w ten sposób spawalność i lutowność.
Mangan
Oprócz zwiększenia wytrzymałości na rozciąganie i odporności na korozję, dodatek manganu korzystnie wpływa również na odporność na wysokie temperatury. Idealne zastosowania takich stopów są szeroko rozpowszechnione w infrastrukturze elektrowni, artykułach gospodarstwa domowego, takich jak naczynia kuchenne, lub w układach chłodzenia pojazdów.
Miedź
W przeciwieństwie do innych pierwiastków stopowych, miedź zmniejsza odporność stopu na korozję. Jednakże ten czerwonawo-brązowy metal znacznie zwiększa twardość i wytrzymałość oraz sprzyja elastyczności. Dzięki dodaniu miedzi powstają również stopy aluminium nadające się do obróbki cieplnej o szerokim spektrum temperatur. Doskonale nadają się do zastosowania w przemyśle lotniczym i kosmicznym.
CNC milling
| Type | Axes | Table/Pallet in mm | Part dimensions in mm | Number of tools |
|---|---|---|---|---|
| Hermle C32U Dynamic with RS05-2 robot cell | 5 | 320 x 320 | 650 x 600 x 500 | 123 |
| Hermle C32U with "Lang"-Automatization | 5 | 320 x 320 | 650 x 600 x 500 | 123 |
| Hermle C32U with Hermle RS2 robot cell | 5 | 320 x 320 | 650 x 600 x 500 | 227 |
| Hermle C32U with Hermle RS2 robot cell | 5 | 320 x 320 | 650 x 600 x 500 | 227 |
| Hermle C30U Dynamic | 5 | Ø 630 | 650 x 600 x 500 | 32 |
| Hermle C30U with 6-axes-robot | 5 | ø300 (760 x 370) | 650 x 600 x 500 | 119 |
| Hermle C30U | 4 | 900 x 650 | 650 x600 x 500 | 32 |
| OKK HM63/80S with Fastems pallet magazine | 4 | 630 x 630 | 1000 x 850 x 820 | 408 |
| Mori Seiki SH-503 | 4 | 500 x 500 | Ø 730 x 700 | 240 |
| Mori Seiki SH-50 | 4 | 500 x 500 | Ø 610 x 700 | 120 |
| Mori Seiki SH-400 | 4 | 400 x 400 | Ø 610 x 650 | 40 |
| Mori Seiki MH-40 | 4 | 400 x 400 | Ø 610 x 650 | 120 |
| Mori Seiki SV-403 | 3 | 900 x 500 | 600 x 430 x 460 | 30 |
| Mori Seiki SV-50A | 3 | 950 x 480 | 800 x 510 x 510 | 40 |
| Mori Seiki SV-50B | 4 | 1300 x 600 | 1000 x 510 x 510 | 30 |
| Kira VTC-30 Elite | 3 | 300 x 500 | 400 x 250 x 250 | 10 |
| Fehlmann PICOMAX 54 | 3 | 855 x 320 | 500 x 250 x 160 |
CNC turning
| Type | Description | ø l in mm |
|---|---|---|
| Okuma LT200MY with CELLRO automatization system | 2 spindle, 2 revolver, Y axis, bar loader, spindle hole: ø 52 mm, driven tools | Ø 210 x 700 |
| Okuma LU35M2 | Tool stations: upper 12 tools, lower: 10 tools, spindle hole: ø 90 mm, driven tools | Ø 550 x 1250 |
| Okuma LR25M | 1 Spindle, 2 revolver, spindle hole: ø 70 mm, driven tools | Ø 520 x 850 |
| Index G420 with robot automatization system | Identical main and counter spindles with spindle clearance D 102 mm or D 120 mm, High thermal and mechanical stability, High dynamic response (rapid traverse rate up to 50 m/min), Tool stock for up to 139 tools | Ø 350 / 1600 |
| Mori Seiki SL-25A / 500 | Spindle hole: ø 51 mm, bar loader | Ø 290 x 490 |
| Mori Seiki SL-25B / 500 | Spindle hole: ø 51 mm | Ø 260 x 490 |
| Mazak Quick Turn 10 | Turret drill units | Ø 160 x 256 |
| Mazak Quick Turn 10 | Turret drill units | Ø 110 x 256 |
| CMZ TA-25-YS-640 | 2 multi-spindle, 1 revolver | Ø 175 x 400 |
| Nakamura TW-20 MMY | Y-Achse+/-45 mm | Ø 65 x 270 |
| HWACHEON Hi-TECH 230BL | C-Achse, Y-Achse +/-60 mm | Ø 400 x 580.5 |
| Gildemeister CTX TC1250 | Roboterzelle zu Gildemeister CTX TC1250 | Ø 500 x 1200 mm |
CNC grinding
| Type | Description | Area in mm |
|---|---|---|
| STUDER S40 CNC | Steered b- and c-axis, external-, surface, internal, involute-spline grinding in one clamping,external- and internal thread grinding | ø 300/1600 |
| STUDER S40 CNC | Steered b- and c-axis, external-, surface, internal, involute-spline grinding in one clamping, external- and internal thread grinding | ø 300/1600 |
| STUDER S40 CNC | Steered b- and c-axis, external-, surface, internal, involute-spline grinding in one clamping, external- and internal thread grinding | ø 300/1600 |
| STUDER S145 CNC | Internal/ external/ thread grinding, Steered c-axis | Ø 300/200 |
| STUDER S141 CNC | Internal/ external/ thread grinding | max. ø 400/700 |
| Mägerle MF-120.50.40 | Precision flat-grinding lathes | Ø 1300 x 450 x 510 |
| Brand | Precision flat-grinding lathes | Ø 1000 x 300 |
| Favretto MC-160 | Precision flat-grinding lathes with dividing head for Hirth gear grinding | Ø 1500 x 500 |
| Paragon RC 16 | Ø 1 – 50 mm | |
| Mägerle Modell F-120 | Ø 1200 x 500 x 700 mm | |
| Kellenberger UR 175 /1000 Kelco - Kel-Varia | Ø 350 x 1000 mm | |
| Kellenberger UR 175 / 1000 / CNC Kelco 70 | Ø 50 x 1000 mm | |
| Sunnen EC-3500CEM-27 | Ø 40 x 400 mm | |
| EVERISING S-250HB | Ø 250 mm |
Welding
| Type | Description | Measurement range |
|---|---|---|
| MasterTIG 3000 ACDC | TIG - welding apparatus with robot | |
| MasterTIG 2500 ACDC | TIG - welding apparatus | |
| FastMIG KM 400 | MIG - welding apparatus | |
| 2 x Fronius Magic Wave 2200 | TIG - welding apparatus, water-cooled | |
| Fronius Magic Wave 2200 | TIG - welding apparatus, gas-cooled | |
| SIGMA SL 220 | Laser welding machine | |
| Quality assurance | ||
| ZEISS PRISMO navigator | 3D CNC measuring machine / Scanning sensor VAST Gold / Length measurement error of just 0.9+L/350 millimeters | |
| WENZEL LH 108 | 3D CNC measuring machine | 1000 x 1600 x 800 |
| TESA micro-hite 3D | 3D measuring machine | 460 x 510 x 366 |
| TESA micro-hite M 600 | Vertical electronic height gauge | up to 600 +/- 0.001 |
| ConturoMatic T2 | Contour measuring device | 250 x 310 |
| Hauser H601-DR | Profile projector | zoom 10/20/50 |
| Reishauer | Concentricity measurement device | Ø 200 x 400 |
| Diverse TRIMOS TVA 600 | Vertical electronic height gauge | up to 600 +/- 0.001 |
| Planolith / Sylvac | Evenness and right-angled measuring device | Tolerance μm-range |
| ISOMA | Measuring microscope | 150 x 70 resolution 0.001 |
| Perthen M4P | Surface roughness measuring device | Ra / Rz / Rmax |
| Epoch LTC | Ultrasonic measuring device | 0.01 |
Special procedures
| Type | Description | Operating range in mm |
|---|---|---|
| Baublys BL3000 | laser marking system with 20W fiber laser. Validated for medical device | 100 x 100 |
| SUNNEN MBC 1804G | Honing machine | Ø 7 to 50 |
| SUNNEN SV20 | Honing machine | Ø 19 to 200 / 680mm |
| SUNNEN Eclipse EC-3500 | Honing machine | Ø 1.5 to 165 |
| Colorcoding | Special process for medical products | |
| Polyservice VE200 | Vibratory deburring machine | 200 Liters |
| Polyservice P30 | Vibratory deburring machine | 30 Liters |
| 2x Polyservice P30 | Vibratory deburring machine for medical device | 30 Liters |
| Matachana | Cleaning system for medical devices | |
| Sandmaster 75S Medica | Injector blasting with glass beads for medical device | |
| 2x Sandmaster 75S Medica | Injector blasting with glass beads for medical device | |
| Nicolis WA80-P | Wet blasting | |
| Sicmi PST 40 AD | Forming press | 400 kN |
| Pero R1 | Cleaning system | |
| Type | Description | Operating range in mm |
| Baublys BL3000 | laser marking system with 20W fiber laser. Validated for medical device | 100 x 100 |
| SUNNEN MBC 1804G | Honing machine | Ø 7 to 50 |
| SUNNEN SV20 | Honing machine | Ø 19 to 200 / 680mm |
| SUNNEN Eclipse EC-3500 | Honing machine | Ø 1.5 to 165 |
| Colorcoding | Special process for medical products | |
| Polyservice VE200 | Vibratory deburring machine | 200 Liters |
| Polyservice P30 | Vibratory deburring machine | 30 Liters |
| 2x Polyservice P30 | Vibratory deburring machine for medical device | 30 Liters |
| Matachana | Cleaning system for medical devices | |
| Sandmaster 75S Medica | Injector blasting with glass beads for medical device |
Work Process
| Category | Quantity | Brand | Machine Type | Application | Work Area |
|---|---|---|---|---|---|
| Cubic Machining | 1× | Hüller Hille | nbh 290R-8 CNC | Complete machining | 1800x1200x1250 - 5 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 260 R-5 CNC | Complete machining | 1400x1100x1000 - 4 axes |
| Cubic Machining | 1× | Hüller Hille | nbh 260 R-5 CNC | Complete machining | 1400x1100x1000 - 4 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 170-4 Speed CNC | Complete machining | 1000x800x800 - 5 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 90R-4 CNC | Complete machining | 630x500x580 - 4 axes |
| Cubic Machining | 1× | Mikron | |||
| Cubic Machining | 1× | Heckler & Koch | |||
| Cubic Machining | 1× | Chiron MILL800highspeedCNC | |||
| Rotary Machining | 1× | Index | |||
| Rotary Machining | 2× | Index | |||
| Rotary Machining | 2× | Index | |||
| Rotary Machining | 1× | Index | |||
| Rotary Machining | 1× | Index | |||
| Tool setting | 1× | Zoller | |||
| Tool setting | 1× | Zoller | |||
| Tool setting | 1× | Zoller | |||
| Tool setting | 1× | Zoller | |||
| Tool setting | 1× | Economic | |||
| Cubic Machining | 1× | Hüller Hille | nbh 290R-8 CNC | Complete machining | 1800x1200x1250 - 5 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 260 R-5 CNC | Complete machining | 1400x1100x1000 - 4 axes |
| Cubic Machining | 1× | Hüller Hille | nbh 260 R-5 CNC | Complete machining | 1400x1100x1000 - 4 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 170-4 Speed CNC | Complete machining | 1000x800x800 - 5 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 90R-4 CNC | Complete machining | 630x500x580 - 4 axes |
| Cubic Machining | 1× | Mikron |