
Productos semi-terminados

Diseño técnico
Con nuestra amplia, moderna tecnología y experiencia, te equipamos con el material adecuado para tus construcciones.
Dado que SCALEOPERATE está en el negocio de proyectos, nos gustaría saber en qué área podemos hacer una comparación de precio, calidad y logística. También me gustaría preguntar si usted también puede adquirir externamente piezas complejas XXL, de gran tamaño y muy pequeñas, con tolerancias mínimas de +/- (μ). Por lo tanto, le rogamos a usted y a sus compañeros que nos vigilen en caso de consultas para que podamos ayudarles a tiempo. Estamos encantados de ofrecernos como otro punto de contacto para la extrusión de aluminio, la fabricación de precisión CNC, el moldeo por inyección y la impresión 3D.
Fabricamos sus perfiles de aluminio con la forma deseada y cuidamos la apariencia, por ejemplo, el diseño del color, con una rica selección de tratamientos superficiales. Utilizando recubrimiento en polvo horizontal y vertical, podemos realizar todos los códigos de color RAL y colores específicos del perfil según sus deseos. El versátil proceso de anodizado se utiliza, por ejemplo, para diferentes colores y propiedades de superficie. Podemos utilizarlo para anodizar perfiles de hasta 15 metros de longitud. Nuestra amplia trayectoria de máquinas nos permite adaptarnos completamente a sus procesos mecánicos y cumplir con sus requisitos de perfiles de acero y aluminio. Usted nos proporciona los perfiles que desea; nosotros se los entregamos gracias a nuestro conocimiento y nuestra infraestructura tecnológica. Este producto es posible, por ejemplo, gracias a nuestras máquinas CNC con mecanizado de 3, 4 o 5 ejes.
SCALEOPERATE, es fabricante y consultor, para ingeniería de:
Piezas mecanizadas de precisión y distribución de componentes electrónicos, en los campos de:
Ingeniería de plantas, aeroespacial, automotriz, marina, componentes de astilleros, marino, cilindros, válvulas, hidráulica, control y piezas de transmisión. Además Suministramos productos tales como: Rodamientos de bolas, sellos, instrumentos de medición, procesamiento de materiales aislantes, inducción y conductividad, así como Extrusión de perfiles de aluminio, sistemas de alimentación y rieles, tratamiento de superficies, tecnología de tuberías, conectores, conexiones enchufables, conectores, racores para mangueras y conexiones roscadas.
Corte controlado por CNC
En nuestra máquina de corte controlada por CNC de doble cabezal y 5 ejes de nueva generación, podemos cortar con precisión perfiles de hasta 6500 mm.
Con nuestro banco de corte totalmente automático, cortamos sus piezas de forma muy eficiente y precisa.
Con nuestro sistema CNC de 3 ejes controlado por FANUC, que funciona de forma rápida y precisa, acortamos sus procesos con una precisión de 0,02 mm, ya sea en aluminio o acero. Al mismo tiempo, podemos sujetar piezas hasta una longitud de 2500 mm.
Con nuestros centros de mecanizado de perfiles CNC de 4 ejes, que se encuentran entre los más rápidos y precisos de su clase, le ofrecemos la posibilidad de producir sus perfiles de hasta 7000 mm de longitud en poco tiempo con una precisión de 0,05 mm .
Nuestras dos máquinas CNC de 5 ejes utilizadas para producir piezas moldeadas reducen la tasa de error al terminar sus piezas con una sola sujeción en la línea.
Además, con nuestros socios sólidos y especializados, nos encargamos del procesamiento mecánico de sus perfiles hasta una longitud de 15 m según sus requisitos y brindamos los controles de calidad necesarios.

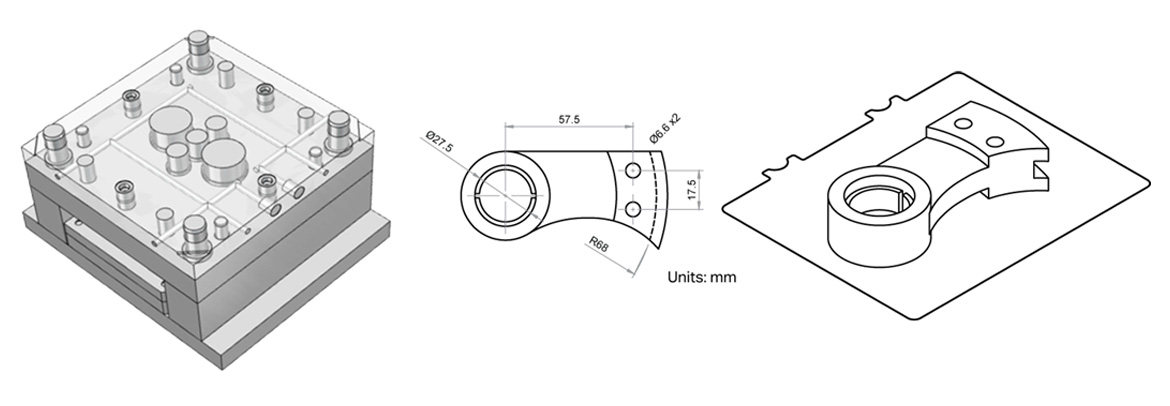
Moldes de inyección
Nuestro taller de producción cubre una alta capacidad de fabricación de moldes para piezas de silicona, caucho, plástico y moldes de inyección. Abarca desde moldes prototipo hasta moldes de grandes series de 5,5 toneladas. Brindamos un excelente soporte, lo que nos permite trabajar en estrecha colaboración con usted al comienzo de cada fase del proyecto.
Moldeo por inyección de plástico
Con nuestra nueva maquinaria de 120 a 320 toneladas, también podemos ofrecerle producción en masa. El equipo está equipado con brazos robóticos que automáticamente llevan sus productos a los puntos de control de calidad sin tocarlos manualmente. Este proceso aumenta nuestra eficiencia.
- Diseñar nuevos productos
- Creación de prototipos
- Pruebas, entregas, muestreo
- Implementación nuevas tecnologías
- Optimizar el proceso de producción
- Resolver problemas técnicos y tecnológicos
- Montaje de líneas y soporte de puesta en marcha
- Consultoría técnica y formación
Polímeros
Nuestro amplio conocimiento de polímeros, colorantes, aditivos y parámetros de procesamiento garantiza que seleccionemos los componentes más adecuados para cada proyecto. Los materiales y recursos se seleccionan en función del calor, la presión, la durabilidad, el costo y otras propiedades.
También podemos producir ABS (Acrilnitrilo butadieno estireno), PC (policarbonato), PE (polietileno), PP (polipropileno), poliamida (PA6-PA66-PA12), Peek, PPC, GF30, GF50, GB15, GB30 PBT (tereftalato de polibutileno), TPE (elastómeros termoplásticos), POM (polioximetileno), PS (poliestireno) y otros compuestos especiales
Moldeo y diseño
Durante la fase de moldeo e ingeniería, realizamos estudios de innovación basados en las configuraciones geométricas, las propiedades de los componentes, la estructura del componente y los procesos de fabricación anuales. Esto incluye determinar el factor de forma óptimo para la producción de piezas. Identificando la forma de producción más precisa del objeto, ejecutamos la fabricación de los componentes mediante moldes en tándem, moldes progresivos o sistemas finales.
El proceso de fabricación de moldes se ejecuta dentro de nuestra infraestructura, desde el diseño inicial hasta el producto final. Podemos producir moldes internos y externos complejos con una tolerancia mínima de +/- (μ) de hasta 50 toneladas. Somos capaces de producir todas las piezas grandes comunes, hasta marcos laterales, en la industria automotriz, así como moldeo por inyección estándar/componentes duros y blandos.
Nuestras capacidades incluyen: - Tecnología multicomponente con moldes de transferencia, plataforma giratoria, corredera, cubo y barra de sujeción - Procesos de cavidad como el moldeo por inyección de gas (GIT) - Procesos de espuma como el moldeo por inyección de espuma termoplástica (TSG) - Híbrido tecnologías (metal/plástico) - Proceso sándwich en proceso de una sola vez (2K TSG) - Moldeo por inyección posterior de material Moldeo por inyección de inserto.
También construimos componentes utilizando tecnología de presión de gas interna con plásticos/rellenos de menor densidad que las aplicaciones de series anteriores. Este enfoque nos permite mantener los más altos estándares de calidad y precisión en nuestros procesos de fabricación.
Impresión 3D o fabricación aditiva
Fabricación FDM Nuestro proceso de producción emplea tecnología FFF/LPD/FDM (modelado por deposición fundida), un método que facilita un amplio espectro de colores y materiales para la fabricación. Esta técnica funciona según el principio de depositar capas sucesivas de material termoplástico semifluido sobre una plataforma de construcción.
Este enfoque ofrece una relación coste-rendimiento óptima. Los productos resultantes exhiben durabilidad y resistencia a la degradación por rayos UV. Para diseños complejos, puede ser necesaria la generación automática de estructuras de soporte. Esta es una de las pocas metodologías en las que podemos modificar fácilmente la proporción de relleno para optimizar el costo y el peso.
Nuestra línea de producción utiliza exclusivamente máquinas de extrusión simple o doble de calidad profesional, lo que nos permite fabricar en dos colores simultáneamente y emplear materiales de soporte solubles. Además, proporcionamos un posprocesamiento integral del producto según las especificaciones del cliente.
Fabricación SLS Como alternativa, ofrecemos la tecnología de Sinterización Láser Selectiva (SLS), un proceso que consiste en la sinterización láser de polvo de poliamida, llenando progresivamente la cámara de trabajo capa a capa. Un modelo fabricado de esta manera elimina la necesidad de elementos de soporte adicionales y su porcentaje de relleno es máximo.
Esta técnica es ideal para geometrías complejas que requieren tolerancias dimensionales estrictas y para estructuras intrincadas de estilo Voronoi que requerirían una cantidad significativa de soportes difíciles de quitar. También es muy adecuado para la creación de componentes mecánicos robustos y duraderos. Los modelos fabricados con SLS se pueden utilizar no sólo como prototipos sino también como piezas completamente funcionales. Sus limitaciones incluyen una gama restringida de materiales disponibles y un costo relativamente mayor en comparación con otras tecnologías. El material de poliamida (nylon) encuentra una amplia aplicación en la industria y en nuestra vida cotidiana.
Fabricación SLA SLA (Estereolitografía) es la técnica pionera de impresión 3D. Los modelos fabricados con esta tecnología están compuestos de resina líquida, que se solidifica mediante una luz láser extremadamente precisa enfocada en un pequeño punto. El objeto impreso emerge de una tina llena de resina especial y, al finalizar, debe sumergirse en un fluido específico para eliminar los residuos de resina. Posteriormente, requiere un curado adicional bajo una fuente de luz ultravioleta.
Esta técnica es ideal para modelos que incorporan numerosos detalles minuciosos que deben representarse con precisión. La calidad de la superficie del modelo es comparable a la de los productos moldeados por inyección. El espesor de la capa es tan minúsculo que resulta imperceptible a simple vista. Es perfecto para modelos muy pequeños pero complejos como figuritas o joyas. Los modelos SLA se pueden utilizar con éxito para crear moldes finales o para la técnica de fundición a la cera perdida. Las impresiones presentan una calidad excelente sin necesidad de suavizado adicional, pero son sensibles a la luz ultravioleta y todo el proceso de producción es relativamente lento.
Fabricación SLM Para satisfacer los requisitos avanzados de nuestros clientes, hemos iniciado un servicio de impresión directa en polvos metálicos, incluidos metales preciosos, bajo pedido especial.
El principio de funcionamiento de esta tecnología es muy similar al SLS, con la diferencia de que los modelos impresos requieren la aplicación de soportes adicionales, que sirven como canales de disipación de calor durante la impresión. El metal en polvo se funde mediante un láser de extraordinaria precisión, creando incluso los modelos industriales, dentales o de joyería más complejos. Esto permite una reducción significativa en el tiempo para obtener el modelo final a partir de un metal determinado en comparación con la tecnología SLA alternativa.
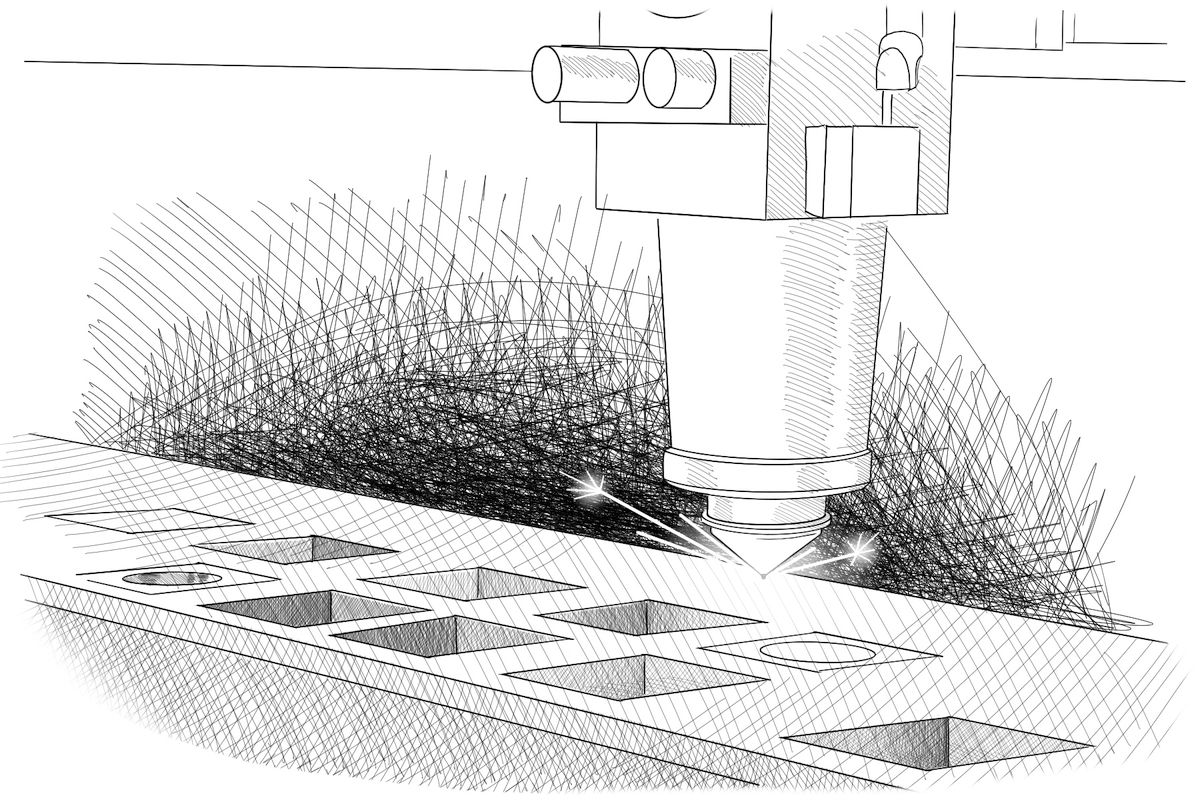
Corte por láser
En nuestras máquinas láser CNC más modernas, St3, podemos cortar con precisión sus piezas con un espesor de pared de hasta 20 mm, acero inoxidable de hasta 15 mm, aleaciones de aluminio de hasta 8 mm. Además, nuestras máquinas dobladoras CNC pueden doblar las piezas hasta una longitud de 3 m con mucha precisión.
Prensas excéntricas y prensas hidráulicas
Con nuestras prensas excéntricas tipo C (25 a 175 Tn) y tipo H (200 Tn), así como nuestras prensas hidráulicas (250 Tn), diseñamos sus piezas metálicas. Después de producir sus materiales, se pueden realizar varios tratamientos superficiales mediante desbarbado, vibración, pulido superficial y galvanizado. Dependiendo del tamaño y la forma de las piezas, también se pueden instalar líneas de producción memorables.
recubrimiento en polvo
Además, nuestra nueva línea de recubrimiento en polvo totalmente automática puede realizar tratamientos superficiales únicos de hasta 2,5 m de longitud y 1,5 m de altura. Los pasos del proceso de pretratamiento son la limpieza previa y el revestimiento previo mediante nanotecnología. Este recubrimiento le da a sus piezas una resistencia a la prueba de sal de 200 horas.
Piezas torneadas y fresadas CNC
- Torneado CNC de varios materiales: acero de corte libre, acero inoxidable, aluminio o aleaciones de latón.
- Torneado CNC (con y sin herramientas motorizadas), de barra D 3 - 70 mm
- Tornos automáticos monohusillo para paso de barras
- Tornos automáticos para traspaso de barras
- Tornos automáticos multihusillo (6 y 8 husillos)
- Modernas lavadoras y secadoras equipadas
- Fresadoras de 6 ejes.
Torneado y Fresado CNC
- Mecanizado de torneado CNC de diversos materiales: acero de corte libre, acero inoxidable, aluminio o aleaciones de latón.
- Mecanizado en torno CNC (con y sin herramientas motorizadas)
- Tornos automáticos monohusillo para paso de barras
- Tornos automáticos para traspaso de barras
- Tornos automáticos multihusillo (6 y 8 husillos)
- Modernas lavadoras y secadoras equipadas
- Fresadoras de 6 ejes
Fundición de Aluminio y Zinc
- Fabricación de piezas en prensas con fuerza de cierre de 250 a 450 Tn para aluminio y de 50 a 250 Tn para Zamak.
- Tratamiento de superficie
- Lijado
- Amolado vibratorio
- Varios revestimientos
Mecanizado de perfiles
Perforamos, punzonamos y cortamos sus perfiles y los acabamos mediante anodizado o pintura en polvo en colores RAL o NCS.
- Mecanizado
- Aserrar
- Perforación
- Puñetazos
- Fresado
- Corte de hilo
- Desbarbado
- Tratamiento de superficie
- Anodizado
- Recubrimiento en polvo en colores RAL y NCS
Perfiles de extrusión de aluminio
Aleaciones de aluminio
- EN AW 1050
- EN AW 1070
- EN AW 1350
- EN AW 1200
- EN AW 3103
- EN AW 3003
- EN AW 3105
- EN AW 3207
- EN AW 4852
- EN AW 5005
- EN AW 5083
- EN AW 6060
- EN AW 6061
- EN AW 6063
- EN AW 6082
- EN AW 6083
- EN AW 7020
- EN AW 7108
- ISO 9100
- ISO 9120
otras aleaciones bajo pedido Tratamiento superficial
Recubrimiento en polvo anodizado en colores RAL y NCS
Magnesio
El metal alcalinotérreo, el magnesio, refuerza la resistencia a la tracción y la rigidez del aluminio, reduciendo al mismo tiempo su vulnerabilidad al agua de mar y los álcalis, fabricando así un compuesto más resistente a la corrosión. Esta aleación es ideal para su uso en el sector del transporte, edificios arquitectónicos, pasos elevados e infraestructura naval.
Silicio
El silicio, un semimetal, también aumenta la resistencia a la corrosión de las aleaciones de aluminio. En combinación con magnesio, el resultado es una aleación tratable térmicamente. El silicio además reduce el punto de fusión, garantiza una fusión de baja viscosidad, aumentando así la soldabilidad y la soldabilidad.
Manganeso
Además de mejorar la robustez a la tracción y la resistencia a la corrosión, la incorporación de manganeso también afecta favorablemente la resistencia a las altas temperaturas. Las aplicaciones ideales para este tipo de aleaciones están muy extendidas en infraestructuras de centrales eléctricas, artículos domésticos como utensilios de cocina o sistemas de refrigeración de vehículos.
Cobre
A diferencia de otros elementos de aleación, el cobre reduce la resistencia a la corrosión de la aleación. Sin embargo, este metal de color marrón rojizo aumenta considerablemente la dureza y la resistencia y fomenta la elasticidad. La incorporación de cobre también produce aleaciones de aluminio tratables térmicamente con un amplio espectro de temperaturas. Son perfectos para su implementación en las industrias aeroespacial y de aviación.
CNC milling
| Type | Axes | Table/Pallet in mm | Part dimensions in mm | Number of tools |
|---|---|---|---|---|
| Hermle C32U Dynamic with RS05-2 robot cell | 5 | 320 x 320 | 650 x 600 x 500 | 123 |
| Hermle C32U with "Lang"-Automatization | 5 | 320 x 320 | 650 x 600 x 500 | 123 |
| Hermle C32U with Hermle RS2 robot cell | 5 | 320 x 320 | 650 x 600 x 500 | 227 |
| Hermle C32U with Hermle RS2 robot cell | 5 | 320 x 320 | 650 x 600 x 500 | 227 |
| Hermle C30U Dynamic | 5 | Ø 630 | 650 x 600 x 500 | 32 |
| Hermle C30U with 6-axes-robot | 5 | ø300 (760 x 370) | 650 x 600 x 500 | 119 |
| Hermle C30U | 4 | 900 x 650 | 650 x600 x 500 | 32 |
| OKK HM63/80S with Fastems pallet magazine | 4 | 630 x 630 | 1000 x 850 x 820 | 408 |
| Mori Seiki SH-503 | 4 | 500 x 500 | Ø 730 x 700 | 240 |
| Mori Seiki SH-50 | 4 | 500 x 500 | Ø 610 x 700 | 120 |
| Mori Seiki SH-400 | 4 | 400 x 400 | Ø 610 x 650 | 40 |
| Mori Seiki MH-40 | 4 | 400 x 400 | Ø 610 x 650 | 120 |
| Mori Seiki SV-403 | 3 | 900 x 500 | 600 x 430 x 460 | 30 |
| Mori Seiki SV-50A | 3 | 950 x 480 | 800 x 510 x 510 | 40 |
| Mori Seiki SV-50B | 4 | 1300 x 600 | 1000 x 510 x 510 | 30 |
| Kira VTC-30 Elite | 3 | 300 x 500 | 400 x 250 x 250 | 10 |
| Fehlmann PICOMAX 54 | 3 | 855 x 320 | 500 x 250 x 160 |
CNC turning
| Type | Description | ø l in mm |
|---|---|---|
| Okuma LT200MY with CELLRO automatization system | 2 spindle, 2 revolver, Y axis, bar loader, spindle hole: ø 52 mm, driven tools | Ø 210 x 700 |
| Okuma LU35M2 | Tool stations: upper 12 tools, lower: 10 tools, spindle hole: ø 90 mm, driven tools | Ø 550 x 1250 |
| Okuma LR25M | 1 Spindle, 2 revolver, spindle hole: ø 70 mm, driven tools | Ø 520 x 850 |
| Index G420 with robot automatization system | Identical main and counter spindles with spindle clearance D 102 mm or D 120 mm, High thermal and mechanical stability, High dynamic response (rapid traverse rate up to 50 m/min), Tool stock for up to 139 tools | Ø 350 / 1600 |
| Mori Seiki SL-25A / 500 | Spindle hole: ø 51 mm, bar loader | Ø 290 x 490 |
| Mori Seiki SL-25B / 500 | Spindle hole: ø 51 mm | Ø 260 x 490 |
| Mazak Quick Turn 10 | Turret drill units | Ø 160 x 256 |
| Mazak Quick Turn 10 | Turret drill units | Ø 110 x 256 |
| CMZ TA-25-YS-640 | 2 multi-spindle, 1 revolver | Ø 175 x 400 |
| Nakamura TW-20 MMY | Y-Achse+/-45 mm | Ø 65 x 270 |
| HWACHEON Hi-TECH 230BL | C-Achse, Y-Achse +/-60 mm | Ø 400 x 580.5 |
| Gildemeister CTX TC1250 | Roboterzelle zu Gildemeister CTX TC1250 | Ø 500 x 1200 mm |
CNC grinding
| Type | Description | Area in mm |
|---|---|---|
| STUDER S40 CNC | Steered b- and c-axis, external-, surface, internal, involute-spline grinding in one clamping,external- and internal thread grinding | ø 300/1600 |
| STUDER S40 CNC | Steered b- and c-axis, external-, surface, internal, involute-spline grinding in one clamping, external- and internal thread grinding | ø 300/1600 |
| STUDER S40 CNC | Steered b- and c-axis, external-, surface, internal, involute-spline grinding in one clamping, external- and internal thread grinding | ø 300/1600 |
| STUDER S145 CNC | Internal/ external/ thread grinding, Steered c-axis | Ø 300/200 |
| STUDER S141 CNC | Internal/ external/ thread grinding | max. ø 400/700 |
| Mägerle MF-120.50.40 | Precision flat-grinding lathes | Ø 1300 x 450 x 510 |
| Brand | Precision flat-grinding lathes | Ø 1000 x 300 |
| Favretto MC-160 | Precision flat-grinding lathes with dividing head for Hirth gear grinding | Ø 1500 x 500 |
| Paragon RC 16 | Ø 1 – 50 mm | |
| Mägerle Modell F-120 | Ø 1200 x 500 x 700 mm | |
| Kellenberger UR 175 /1000 Kelco - Kel-Varia | Ø 350 x 1000 mm | |
| Kellenberger UR 175 / 1000 / CNC Kelco 70 | Ø 50 x 1000 mm | |
| Sunnen EC-3500CEM-27 | Ø 40 x 400 mm | |
| EVERISING S-250HB | Ø 250 mm |
Welding
| Type | Description | Measurement range |
|---|---|---|
| MasterTIG 3000 ACDC | TIG - welding apparatus with robot | |
| MasterTIG 2500 ACDC | TIG - welding apparatus | |
| FastMIG KM 400 | MIG - welding apparatus | |
| 2 x Fronius Magic Wave 2200 | TIG - welding apparatus, water-cooled | |
| Fronius Magic Wave 2200 | TIG - welding apparatus, gas-cooled | |
| SIGMA SL 220 | Laser welding machine | |
| Quality assurance | ||
| ZEISS PRISMO navigator | 3D CNC measuring machine / Scanning sensor VAST Gold / Length measurement error of just 0.9+L/350 millimeters | |
| WENZEL LH 108 | 3D CNC measuring machine | 1000 x 1600 x 800 |
| TESA micro-hite 3D | 3D measuring machine | 460 x 510 x 366 |
| TESA micro-hite M 600 | Vertical electronic height gauge | up to 600 +/- 0.001 |
| ConturoMatic T2 | Contour measuring device | 250 x 310 |
| Hauser H601-DR | Profile projector | zoom 10/20/50 |
| Reishauer | Concentricity measurement device | Ø 200 x 400 |
| Diverse TRIMOS TVA 600 | Vertical electronic height gauge | up to 600 +/- 0.001 |
| Planolith / Sylvac | Evenness and right-angled measuring device | Tolerance μm-range |
| ISOMA | Measuring microscope | 150 x 70 resolution 0.001 |
| Perthen M4P | Surface roughness measuring device | Ra / Rz / Rmax |
| Epoch LTC | Ultrasonic measuring device | 0.01 |
Special procedures
| Type | Description | Operating range in mm |
|---|---|---|
| Baublys BL3000 | laser marking system with 20W fiber laser. Validated for medical device | 100 x 100 |
| SUNNEN MBC 1804G | Honing machine | Ø 7 to 50 |
| SUNNEN SV20 | Honing machine | Ø 19 to 200 / 680mm |
| SUNNEN Eclipse EC-3500 | Honing machine | Ø 1.5 to 165 |
| Colorcoding | Special process for medical products | |
| Polyservice VE200 | Vibratory deburring machine | 200 Liters |
| Polyservice P30 | Vibratory deburring machine | 30 Liters |
| 2x Polyservice P30 | Vibratory deburring machine for medical device | 30 Liters |
| Matachana | Cleaning system for medical devices | |
| Sandmaster 75S Medica | Injector blasting with glass beads for medical device | |
| 2x Sandmaster 75S Medica | Injector blasting with glass beads for medical device | |
| Nicolis WA80-P | Wet blasting | |
| Sicmi PST 40 AD | Forming press | 400 kN |
| Pero R1 | Cleaning system | |
| Type | Description | Operating range in mm |
| Baublys BL3000 | laser marking system with 20W fiber laser. Validated for medical device | 100 x 100 |
| SUNNEN MBC 1804G | Honing machine | Ø 7 to 50 |
| SUNNEN SV20 | Honing machine | Ø 19 to 200 / 680mm |
| SUNNEN Eclipse EC-3500 | Honing machine | Ø 1.5 to 165 |
| Colorcoding | Special process for medical products | |
| Polyservice VE200 | Vibratory deburring machine | 200 Liters |
| Polyservice P30 | Vibratory deburring machine | 30 Liters |
| 2x Polyservice P30 | Vibratory deburring machine for medical device | 30 Liters |
| Matachana | Cleaning system for medical devices | |
| Sandmaster 75S Medica | Injector blasting with glass beads for medical device |
Work Process
| Category | Quantity | Brand | Machine Type | Application | Work Area |
|---|---|---|---|---|---|
| Cubic Machining | 1× | Hüller Hille | nbh 290R-8 CNC | Complete machining | 1800x1200x1250 - 5 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 260 R-5 CNC | Complete machining | 1400x1100x1000 - 4 axes |
| Cubic Machining | 1× | Hüller Hille | nbh 260 R-5 CNC | Complete machining | 1400x1100x1000 - 4 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 170-4 Speed CNC | Complete machining | 1000x800x800 - 5 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 90R-4 CNC | Complete machining | 630x500x580 - 4 axes |
| Cubic Machining | 1× | Mikron | |||
| Cubic Machining | 1× | Heckler & Koch | |||
| Cubic Machining | 1× | Chiron MILL800highspeedCNC | |||
| Rotary Machining | 1× | Index | |||
| Rotary Machining | 2× | Index | |||
| Rotary Machining | 2× | Index | |||
| Rotary Machining | 1× | Index | |||
| Rotary Machining | 1× | Index | |||
| Tool setting | 1× | Zoller | |||
| Tool setting | 1× | Zoller | |||
| Tool setting | 1× | Zoller | |||
| Tool setting | 1× | Zoller | |||
| Tool setting | 1× | Economic | |||
| Cubic Machining | 1× | Hüller Hille | nbh 290R-8 CNC | Complete machining | 1800x1200x1250 - 5 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 260 R-5 CNC | Complete machining | 1400x1100x1000 - 4 axes |
| Cubic Machining | 1× | Hüller Hille | nbh 260 R-5 CNC | Complete machining | 1400x1100x1000 - 4 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 170-4 Speed CNC | Complete machining | 1000x800x800 - 5 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 90R-4 CNC | Complete machining | 630x500x580 - 4 axes |
| Cubic Machining | 1× | Mikron |