
Semi-finished Products

Technisches Erfinden
Mit unserer umfangreichen, modernen Technik und Erfahrung statten wir Sie mit passendem Material für Ihre Konstruktionen aus.
Da SCALEOPERATE im Projektgeschäft tätig ist, möchten wir wissen, in welchem Bereich wir einen Preis-, Qualitäts- und Logistikvergleich anstellen können. Außerdem möchte ich mich erkundigen, ob auch komplexe XXL-Übermaße und Kleinstteile mit minimalen +/- (µ) Toleranzen von Ihnen extern bezogen werden. Daher bitte ich Sie und Ihre Kollegen, bei Anfragen ein Auge auf uns zu haben, damit wir rechtzeitig helfen können. Gerne bieten wir uns als weitere Anlaufstelle für Aluminium-Strangpressen, CNC-Präzisionsfertigung, Spritzguss und 3D-Druck an.
Wir fertigen Ihre Aluminiumprofile in der gewünschten Form und kümmern uns mit einer reichen Auswahl an Oberflächenbehandlungen um die Optik, beispielsweise die Farbgestaltung. Mittels horizontaler und vertikaler Pulverbeschichtung können wir sämtliche RAL-Farbcodes und profilspezifische Farben nach Ihren Wünschen realisieren. Für unterschiedliche Farben und Oberflächeneigenschaften kommt beispielsweise das vielseitige Eloxalverfahren zum Einsatz. Damit können wir Profile bis zu einer Länge von 15 Metern eloxieren. Unsere umfangreichen Maschinenwege ermöglichen es uns, uns vollständig an Ihre mechanischen Prozesse anzupassen und Ihre Anforderungen an Stahl- und Aluminiumprofile zu erfüllen. Sie geben uns Ihre gewünschten Profile – wir liefern sie, dank unseres Wissens und unserer technologischen Infrastruktur. Möglich wird dieses Produkt beispielsweise durch unsere CNC-Maschinen mit 3-, 4- oder 5-Achs-Bearbeitung.
SCALEOPERATE ist Hersteller und Berater für die Entwicklung von:
Bearbeitete Präzisionsteile & Vertrieb von elektronischen Komponenten in den Bereichen:
Anlagenbau, Luft- und Raumfahrt, Automobil, Schifffahrt, Werftkomponenten, Schifffahrt, Zylinder, Ventile, Hydraulik, Steuerung und Antriebsteile. Darüber hinaus liefern wir Produkte wie: Kugellager, Dichtungen, Messinstrumente, Verarbeitung von Isoliermaterialien, Induktion & Leitfähigkeit, sowie Aluminiumprofil-Extrusion, Zuführ- und Schienensysteme, Oberflächenbehandlung, Rohrleitungstechnik, Verbindungselemente, Steckverbindungen, Anschlüsse, Schlauchverschraubungen und Verschraubungen.
CNC-gesteuertes Schneiden
Auf unserer 5-Achs-Doppelkopf-CNC-gesteuerten Schneidemaschine der neuen Generation können wir Profile bis 6500 mm präzise schneiden.
Mit unserer vollautomatischen Schneidebank schneiden wir Ihre Teile hocheffizient und sehr präzise.
Mit unserem FANUC-gesteuerten 3-Achsen-CNC-System, das schnell und präzise arbeitet, verkürzen wir Ihre Prozesse mit einer Genauigkeit von 0,02 mm, egal ob Aluminium oder Stahl. Dabei können wir Teile bis zu einer Länge von 2500 mm spannen.
Mit unseren 4-Achs-CNC-Profilbearbeitungszentren, die zu den schnellsten und genauesten ihrer Klasse gehören, bieten wir Ihnen die Möglichkeit, Ihre Profile bis zu 7000 mm Länge in kurzer Zeit mit einer Genauigkeit von 0,05 mm zu fertigen .
Unsere beiden 5-Achsen-CNC-Maschinen zur Herstellung von Formteilen reduzieren die Fehlerquote, indem sie Ihre Teile mit einer einzigen Aufspannung auf der Linie fertigstellen.
Darüber hinaus kümmern wir uns mit unseren soliden und spezialisierten Partnern um die mechanische Bearbeitung Ihrer Profile bis zu einer Länge von 15 m nach Ihren Anforderungen und sorgen für die notwendigen Qualitätskontrollen.

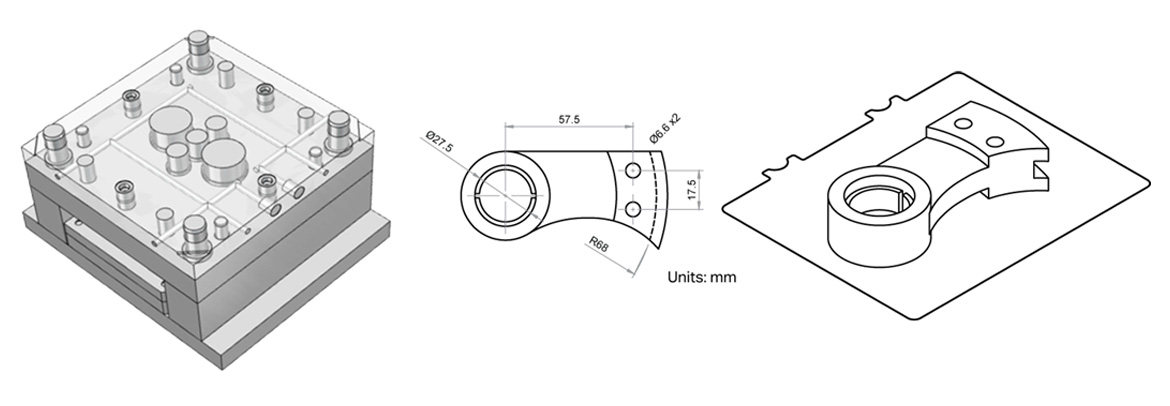
Spritzgussformen
Unsere Produktionswerkstatt verfügt über eine hohe Formenbaukapazität für Silikon-, Gummi-, Kunststoffteile und Spritzgussformen. Es reicht von Prototypenformen bis hin zu Großserienformen von 5,5 Tonnen. Wir bieten exzellenten Support und können so zu Beginn jeder Projektphase eng mit Ihnen zusammenarbeiten.
Kunststoffspritzguss
Mit unserem neuen Maschinenpark von 120 bis 320 Tonnen können wir Ihnen auch Massenproduktion anbieten. Die Ausrüstung ist mit Roboterarmen ausgestattet, die Ihre Produkte automatisch zu den Qualitätskontrollpunkten bringen, ohne sie manuell zu berühren. Dieser Prozess steigert unsere Effizienz.
- Neue Produkte entwerfen
- Prototyping
- Testen, Übergaben, Probenentnahme
- Implementierung neuer Technologien
- Produktionsprozess optimieren
- Technische und technologische Probleme lösen
- Montage von Linien und Startunterstützung
- Technische Beratung und Schulungen
Polymere
Unser umfassendes Wissen über Polymere, Farbstoffe, Additive und Verarbeitungsparameter stellt sicher, dass wir für jedes Projekt die am besten geeigneten Komponenten auswählen. Materialien und Ressourcen werden auf der Grundlage von Hitze, Druck, Haltbarkeit, Kosten und anderen Eigenschaften ausgewählt.
Wir können auch ABS (Acrylnitril-Butadien-Styrol), PC (Polycarbonat), PE (Polyethylen), PP (Polypropylen), Polyamid (PA6-PA66-PA12), Peek, PPC, GF30, GF50, GB15, GB30 PBT herstellen (Polybutylenterephthalat), TPE (Thermoplastische Elastomere), POM (Polyoxymethylen), PS (Polystyrol) und andere Spezialverbindungen
Formen und Design
Während der Form- und Konstruktionsphase führen wir Innovationsstudien auf der Grundlage der geometrischen Konfigurationen, Komponenteneigenschaften, der Struktur der Komponente und der jährlichen Herstellungsprozesse durch. Dazu gehört die Bestimmung des optimalen Formfaktors für die Teileproduktion. Indem wir die präziseste Produktionsform des Objekts ermitteln, führen wir die Herstellung der Komponenten mithilfe von Tandemformen, Folgeformwerkzeugen oder Endsystemen durch.
Der Formenherstellungsprozess wird innerhalb unserer Infrastruktur ausgeführt, vom ersten Entwurf bis zum Endprodukt. Wir können komplexe Innen- und Außenformen mit minimaler +/- (µ)-Toleranz bis zu 50 Tonnen herstellen. Wir sind in der Lage, alle gängigen Großteile bis hin zu Seitenrahmen in der Automobilindustrie sowie Standard-Spritzguss-/Hart- und Weichkomponenten herzustellen.
Unsere Fähigkeiten umfassen: - Mehrkomponententechnik mit Transfer-, Drehtisch-, Schieber-, Würfel- und Klemmleistenwerkzeugen - Kavitätenverfahren wie Gasinnendruckgießen (GIT) - Schaumverfahren wie thermoplastisches Schaumspritzgießen (TSG) - Hybridtechnologien (Metall/Kunststoff) - Sandwichverfahren im One-Shot-Verfahren (2K-TSG) - Materialhinterspritzgießen Insert-Spritzgießen.
Wir konstruieren auch Bauteile in Gasinnendrucktechnik mit Kunststoffen/Füllstoffen geringerer Dichte als bei bisherigen Serienanwendungen. Mit diesem Ansatz können wir höchste Ansprüche an Qualität und Präzision in unseren Fertigungsprozessen einhalten.
3D-Druck oder additive Fertigung
FDM-Herstellung Unser Produktionsprozess verwendet die FFF/LPD/FDM-Technologie (Fused Deposition Modeling), eine Methode, die ein breites Spektrum an Farben und Materialien für die Herstellung ermöglicht. Diese Technik basiert auf dem Prinzip, aufeinanderfolgende Schichten aus halbflüssigem thermoplastischem Material auf eine Konstruktionsplattform aufzutragen.
Dieser Ansatz bietet ein optimales Preis-Leistungs-Verhältnis. Die resultierenden Produkte weisen Haltbarkeit und UV-Beständigkeit auf. Für komplizierte Designs kann die automatische Generierung von Stützstrukturen erforderlich sein. Dies ist eine der wenigen Methoden, bei denen wir das Füllverhältnis problemlos ändern können, um Kosten und Gewicht zu optimieren.
Unsere Produktionslinie verwendet ausschließlich professionelle Einzel- oder Doppelextrudermaschinen, sodass wir in zwei Farben gleichzeitig herstellen und lösliche Stützmaterialien verwenden können. Darüber hinaus bieten wir eine umfassende Nachbearbeitung des Produkts gemäß Kundenspezifikationen an.
SLS-Fertigung Als Alternative bieten wir die Technologie des selektiven Lasersinterns (SLS) an, ein Verfahren, bei dem Polyamidpulver lasergesintert wird, wobei die Arbeitskammer nach und nach Schicht für Schicht gefüllt wird. Ein auf diese Weise hergestelltes Modell macht zusätzliche Stützelemente überflüssig und sein Füllgrad ist maximal.
Diese Technik ist ideal für komplexe Geometrien, die strenge Maßtoleranzen erfordern, und für komplizierte Strukturen im Voronoi-Stil, die eine erhebliche Menge schwer zu entfernender Stützen erfordern würden. Sie eignet sich auch hervorragend für die Herstellung robuster und langlebiger mechanischer Komponenten. SLS-gefertigte Modelle können nicht nur als Prototypen, sondern auch als voll funktionsfähige Teile verwendet werden. Zu den Einschränkungen gehören eine eingeschränkte Auswahl an verfügbaren Materialien und relativ höhere Kosten im Vergleich zu anderen Technologien. Polyamid (Nylon) wird in der Industrie und in unserem Alltag häufig verwendet.
SLA-Herstellung SLA (Stereolithographie) ist die bahnbrechende 3D-Drucktechnik. Mit dieser Technologie hergestellte Modelle bestehen aus flüssigem Harz, das durch ein äußerst präzises, auf einen kleinen Punkt fokussiertes Laserlicht verfestigt wird. Das gedruckte Objekt kommt aus einem mit Spezialharz gefüllten Behälter und muss nach der Fertigstellung in eine spezielle Flüssigkeit getaucht werden, um Harzrückstände zu entfernen. Anschließend muss es unter einer UV-Lichtquelle zusätzlich ausgehärtet werden.
Diese Technik ist ideal für Modelle mit zahlreichen winzigen Details, die genau dargestellt werden müssen. Die Qualität der Modelloberfläche ist mit Spritzgussprodukten vergleichbar. Die Schichtdicke ist so gering, dass sie mit bloßem Auge nicht wahrnehmbar ist. Sie ist perfekt für sehr kleine, aber komplexe Modelle wie Figuren oder Schmuck. SLA-Modelle können erfolgreich zum Erstellen endgültiger Formen oder für das Wachsausschmelzverfahren verwendet werden. Die Drucke weisen eine ausgezeichnete Qualität auf, ohne dass eine zusätzliche Glättung erforderlich ist, sie sind jedoch empfindlich gegenüber UV-Licht und der gesamte Produktionsprozess ist relativ langsam.
SLM-Herstellung Um den hohen Anforderungen unserer Kunden gerecht zu werden, haben wir einen Service für den Direktdruck in Metallpulvern eingeführt, auf Sonderanfrage auch in Edelmetallen.
Das Funktionsprinzip dieser Technologie ist dem von SLS sehr ähnlich, mit dem Unterschied, dass die gedruckten Modelle die Anwendung zusätzlicher Stützen erfordern, die während des Druckens als Wärmeableitungskanäle dienen. Das Metallpulver wird von einem Laser mit außerordentlicher Präzision geschmolzen, wodurch selbst die komplexesten Schmuck-, Zahn- oder Industriemodelle erstellt werden. Dadurch kann die Zeit bis zur Herstellung des endgültigen Modells aus einem bestimmten Metall im Vergleich zur alternativen SLA-Technologie erheblich verkürzt werden.
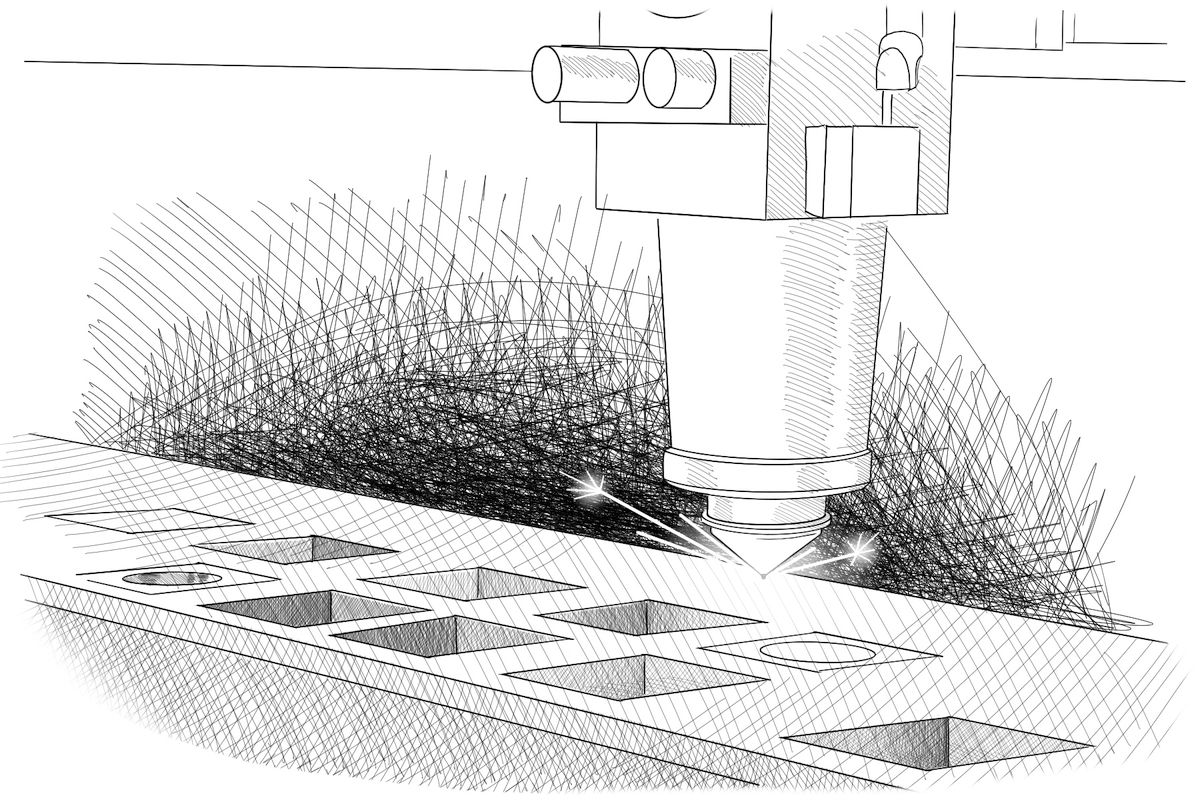
Laserschneiden
Auf unseren modernsten CNC-Lasermaschinen St3 können wir Ihre Teile bis 20 mm Wandstärke, Edelstahl bis 15 mm, Aluminiumlegierungen bis 8 mm präzise schneiden. Darüber hinaus können unsere CNC-Biegemaschinen die Teile bis zu einer Länge von 3 m sehr präzise biegen.
Exzenterpressen und hydraulische Pressen
Mit unseren Exzenterpressen Typ C (25 bis 175 Tonnen) und Typ H (200 Tonnen) sowie unseren hydraulischen Pressen (250 Tonnen) konstruieren wir Ihre Metallteile. Nach der Herstellung Ihrer Materialien können verschiedene Oberflächenbehandlungen durch Entgraten, Rütteln, Oberflächenpolieren und Verzinken durchgeführt werden. Abhängig von der Größe und Form der Teile werden auch einprägsame Produktionslinien installiert.
Pulverbeschichtung
Darüber hinaus kann unsere neue vollautomatische Pulverbeschichtungsanlage einzigartige Oberflächenbehandlungen von bis zu 2,5 m Länge und 1,5 m Höhe durchführen. Die Prozessschritte der Vorbehandlung sind Vorreinigung und Vorbeschichtung mittels Nanotechnologie. Diese Beschichtung verleiht Ihren Teilen eine Salztestbeständigkeit von 200 Stunden.
CNC-Dreh- und Frästeile
- CNC-Drehen verschiedener Materialien: Automatenstahl, Edelstahl, Aluminium oder Messinglegierungen.
- CNC-Drehen (mit und ohne angetriebenen Werkzeugen), ab Stange D 3 - 70 mm
- Einspindel-Drehautomaten für den Stangendurchgang
- Automatische Drehmaschinen für den Stangendurchlauf
- Mehrspindeldrehautomaten (6 und 8 Spindeln)
- Modern ausgestattete Wasch- und Trockenmaschinen
- 6-Achs-Fräsmaschinen.
CNC-Drehen und Fräsen
- CNC-Drehbearbeitung verschiedener Materialien: Automatenstahl, Edelstahl, Aluminium oder Messinglegierungen.
- CNC-Drehbearbeitung (mit und ohne angetriebene Werkzeuge)
- Einspindel-Drehautomaten für den Stangendurchgang
- Automatische Drehmaschinen für den Stangendurchlauf
- Mehrspindeldrehautomaten (6 und 8 Spindeln)
- Modern ausgestattete Wasch- und Trockenmaschinen
- 6-Achs-Fräsmaschinen
Aluminium - und Zinkguss
- Teilefertigung auf Pressen mit Schließkraft von 250 bis 450 Tonnen für Aluminium und 50 bis 250 Tonnen für Zamak.
- Oberflächenbehandlung
- Sandstrahlen
- Gleitschleifen
- Verschiedene Beschichtungen
Profilbearbeitung
Wir bohren, stanzen und schneiden Ihre Profile und veredeln sie durch Eloxieren oder Pulverbeschichten in RAL- oder NCS-Farben.
- Bearbeitung
- Sägen
- Bohren
- Stanzen
- Fräsen
- Gewindeschneiden
- Entgraten
- Oberflächenbehandlung
- Eloxieren
- Pulverbeschichtung in RAL- und NCS-Farben
Aluminium-Strangpressprofile
Aluminiumlegierungen
- EN AW 1050
- EN AW 1070
- EN AW 1350
- EN AW 1200
- EN AW 3103
- EN AW 3003
- EN AW 3105
- EN AW 3207
- EN AW 4852
- EN AW 5005
- EN AW 5083
- EN AW 6060
- EN AW 6061
- EN AW 6063
- EN AW 6082
- EN AW 6083
- EN AW 7020
- EN AW 7108
- ISO 9100
- ISO 9120
andere Legierungen auf Anfrage Oberflächenbehandlung
Eloxieren Pulverbeschichten in RAL- und NCS-Farben
Magnesium
Das Erdalkalimetall Magnesium erhöht die Zugfestigkeit und Steifigkeit von Aluminium und reduziert gleichzeitig seine Anfälligkeit gegenüber Seewasser und Alkalien. Dadurch entsteht ein korrosionsbeständigerer Verbundwerkstoff. Diese Legierung eignet sich hervorragend für den Einsatz im Transportbereich, bei Bauwerken, Überführungen und in der Marineinfrastruktur.
Silizium
Das Halbmetall Silizium erhöht ebenfalls die Korrosionsbeständigkeit von Aluminiumlegierungen. In Verbindung mit Magnesium entsteht eine wärmebehandelbare Legierung. Silizium senkt zudem den Schmelzpunkt, sorgt für eine niedrigviskose Schmelze und verbessert dadurch die Schweiß- und Lötbarkeit.
Mangan
Neben der Verbesserung der Zugfestigkeit und Korrosionsbeständigkeit wirkt sich die Einlagerung von Mangan auch positiv auf die Beständigkeit gegen hohe Temperaturen aus. Ideale Einsatzgebiete für derartige Legierungen sind weit verbreitet in der Kraftwerksinfrastruktur, in Haushaltswaren wie Kochgeschirr oder in Fahrzeugkühlsystemen.
Kupfer
Im Gegensatz zu anderen Legierungselementen verringert Kupfer die Korrosionsbeständigkeit der Legierung. Das rotbraune Metall erhöht jedoch die Härte und Festigkeit deutlich und fördert die Elastizität. Durch die Einlagerung von Kupfer entstehen zudem wärmebehandelbare Aluminiumlegierungen mit breitem Temperaturspektrum. Sie eignen sich hervorragend für den Einsatz in der Luft- und Raumfahrtindustrie.
CNC milling
| Type | Axes | Table/Pallet in mm | Part dimensions in mm | Number of tools |
|---|---|---|---|---|
| Hermle C32U Dynamic with RS05-2 robot cell | 5 | 320 x 320 | 650 x 600 x 500 | 123 |
| Hermle C32U with "Lang"-Automatization | 5 | 320 x 320 | 650 x 600 x 500 | 123 |
| Hermle C32U with Hermle RS2 robot cell | 5 | 320 x 320 | 650 x 600 x 500 | 227 |
| Hermle C32U with Hermle RS2 robot cell | 5 | 320 x 320 | 650 x 600 x 500 | 227 |
| Hermle C30U Dynamic | 5 | Ø 630 | 650 x 600 x 500 | 32 |
| Hermle C30U with 6-axes-robot | 5 | ø300 (760 x 370) | 650 x 600 x 500 | 119 |
| Hermle C30U | 4 | 900 x 650 | 650 x600 x 500 | 32 |
| OKK HM63/80S with Fastems pallet magazine | 4 | 630 x 630 | 1000 x 850 x 820 | 408 |
| Mori Seiki SH-503 | 4 | 500 x 500 | Ø 730 x 700 | 240 |
| Mori Seiki SH-50 | 4 | 500 x 500 | Ø 610 x 700 | 120 |
| Mori Seiki SH-400 | 4 | 400 x 400 | Ø 610 x 650 | 40 |
| Mori Seiki MH-40 | 4 | 400 x 400 | Ø 610 x 650 | 120 |
| Mori Seiki SV-403 | 3 | 900 x 500 | 600 x 430 x 460 | 30 |
| Mori Seiki SV-50A | 3 | 950 x 480 | 800 x 510 x 510 | 40 |
| Mori Seiki SV-50B | 4 | 1300 x 600 | 1000 x 510 x 510 | 30 |
| Kira VTC-30 Elite | 3 | 300 x 500 | 400 x 250 x 250 | 10 |
| Fehlmann PICOMAX 54 | 3 | 855 x 320 | 500 x 250 x 160 |
CNC turning
| Type | Description | ø l in mm |
|---|---|---|
| Okuma LT200MY with CELLRO automatization system | 2 spindle, 2 revolver, Y axis, bar loader, spindle hole: ø 52 mm, driven tools | Ø 210 x 700 |
| Okuma LU35M2 | Tool stations: upper 12 tools, lower: 10 tools, spindle hole: ø 90 mm, driven tools | Ø 550 x 1250 |
| Okuma LR25M | 1 Spindle, 2 revolver, spindle hole: ø 70 mm, driven tools | Ø 520 x 850 |
| Index G420 with robot automatization system | Identical main and counter spindles with spindle clearance D 102 mm or D 120 mm, High thermal and mechanical stability, High dynamic response (rapid traverse rate up to 50 m/min), Tool stock for up to 139 tools | Ø 350 / 1600 |
| Mori Seiki SL-25A / 500 | Spindle hole: ø 51 mm, bar loader | Ø 290 x 490 |
| Mori Seiki SL-25B / 500 | Spindle hole: ø 51 mm | Ø 260 x 490 |
| Mazak Quick Turn 10 | Turret drill units | Ø 160 x 256 |
| Mazak Quick Turn 10 | Turret drill units | Ø 110 x 256 |
| CMZ TA-25-YS-640 | 2 multi-spindle, 1 revolver | Ø 175 x 400 |
| Nakamura TW-20 MMY | Y-Achse+/-45 mm | Ø 65 x 270 |
| HWACHEON Hi-TECH 230BL | C-Achse, Y-Achse +/-60 mm | Ø 400 x 580.5 |
| Gildemeister CTX TC1250 | Roboterzelle zu Gildemeister CTX TC1250 | Ø 500 x 1200 mm |
CNC grinding
| Type | Description | Area in mm |
|---|---|---|
| STUDER S40 CNC | Steered b- and c-axis, external-, surface, internal, involute-spline grinding in one clamping,external- and internal thread grinding | ø 300/1600 |
| STUDER S40 CNC | Steered b- and c-axis, external-, surface, internal, involute-spline grinding in one clamping, external- and internal thread grinding | ø 300/1600 |
| STUDER S40 CNC | Steered b- and c-axis, external-, surface, internal, involute-spline grinding in one clamping, external- and internal thread grinding | ø 300/1600 |
| STUDER S145 CNC | Internal/ external/ thread grinding, Steered c-axis | Ø 300/200 |
| STUDER S141 CNC | Internal/ external/ thread grinding | max. ø 400/700 |
| Mägerle MF-120.50.40 | Precision flat-grinding lathes | Ø 1300 x 450 x 510 |
| Brand | Precision flat-grinding lathes | Ø 1000 x 300 |
| Favretto MC-160 | Precision flat-grinding lathes with dividing head for Hirth gear grinding | Ø 1500 x 500 |
| Paragon RC 16 | Ø 1 – 50 mm | |
| Mägerle Modell F-120 | Ø 1200 x 500 x 700 mm | |
| Kellenberger UR 175 /1000 Kelco - Kel-Varia | Ø 350 x 1000 mm | |
| Kellenberger UR 175 / 1000 / CNC Kelco 70 | Ø 50 x 1000 mm | |
| Sunnen EC-3500CEM-27 | Ø 40 x 400 mm | |
| EVERISING S-250HB | Ø 250 mm |
Welding
| Type | Description | Measurement range |
|---|---|---|
| MasterTIG 3000 ACDC | TIG - welding apparatus with robot | |
| MasterTIG 2500 ACDC | TIG - welding apparatus | |
| FastMIG KM 400 | MIG - welding apparatus | |
| 2 x Fronius Magic Wave 2200 | TIG - welding apparatus, water-cooled | |
| Fronius Magic Wave 2200 | TIG - welding apparatus, gas-cooled | |
| SIGMA SL 220 | Laser welding machine | |
| Quality assurance | ||
| ZEISS PRISMO navigator | 3D CNC measuring machine / Scanning sensor VAST Gold / Length measurement error of just 0.9+L/350 millimeters | |
| WENZEL LH 108 | 3D CNC measuring machine | 1000 x 1600 x 800 |
| TESA micro-hite 3D | 3D measuring machine | 460 x 510 x 366 |
| TESA micro-hite M 600 | Vertical electronic height gauge | up to 600 +/- 0.001 |
| ConturoMatic T2 | Contour measuring device | 250 x 310 |
| Hauser H601-DR | Profile projector | zoom 10/20/50 |
| Reishauer | Concentricity measurement device | Ø 200 x 400 |
| Diverse TRIMOS TVA 600 | Vertical electronic height gauge | up to 600 +/- 0.001 |
| Planolith / Sylvac | Evenness and right-angled measuring device | Tolerance μm-range |
| ISOMA | Measuring microscope | 150 x 70 resolution 0.001 |
| Perthen M4P | Surface roughness measuring device | Ra / Rz / Rmax |
| Epoch LTC | Ultrasonic measuring device | 0.01 |
Special procedures
| Type | Description | Operating range in mm |
|---|---|---|
| Baublys BL3000 | laser marking system with 20W fiber laser. Validated for medical device | 100 x 100 |
| SUNNEN MBC 1804G | Honing machine | Ø 7 to 50 |
| SUNNEN SV20 | Honing machine | Ø 19 to 200 / 680mm |
| SUNNEN Eclipse EC-3500 | Honing machine | Ø 1.5 to 165 |
| Colorcoding | Special process for medical products | |
| Polyservice VE200 | Vibratory deburring machine | 200 Liters |
| Polyservice P30 | Vibratory deburring machine | 30 Liters |
| 2x Polyservice P30 | Vibratory deburring machine for medical device | 30 Liters |
| Matachana | Cleaning system for medical devices | |
| Sandmaster 75S Medica | Injector blasting with glass beads for medical device | |
| 2x Sandmaster 75S Medica | Injector blasting with glass beads for medical device | |
| Nicolis WA80-P | Wet blasting | |
| Sicmi PST 40 AD | Forming press | 400 kN |
| Pero R1 | Cleaning system | |
| Type | Description | Operating range in mm |
| Baublys BL3000 | laser marking system with 20W fiber laser. Validated for medical device | 100 x 100 |
| SUNNEN MBC 1804G | Honing machine | Ø 7 to 50 |
| SUNNEN SV20 | Honing machine | Ø 19 to 200 / 680mm |
| SUNNEN Eclipse EC-3500 | Honing machine | Ø 1.5 to 165 |
| Colorcoding | Special process for medical products | |
| Polyservice VE200 | Vibratory deburring machine | 200 Liters |
| Polyservice P30 | Vibratory deburring machine | 30 Liters |
| 2x Polyservice P30 | Vibratory deburring machine for medical device | 30 Liters |
| Matachana | Cleaning system for medical devices | |
| Sandmaster 75S Medica | Injector blasting with glass beads for medical device |
Work Process
| Category | Quantity | Brand | Machine Type | Application | Work Area |
|---|---|---|---|---|---|
| Cubic Machining | 1× | Hüller Hille | nbh 290R-8 CNC | Complete machining | 1800x1200x1250 - 5 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 260 R-5 CNC | Complete machining | 1400x1100x1000 - 4 axes |
| Cubic Machining | 1× | Hüller Hille | nbh 260 R-5 CNC | Complete machining | 1400x1100x1000 - 4 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 170-4 Speed CNC | Complete machining | 1000x800x800 - 5 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 90R-4 CNC | Complete machining | 630x500x580 - 4 axes |
| Cubic Machining | 1× | Mikron | |||
| Cubic Machining | 1× | Heckler & Koch | |||
| Cubic Machining | 1× | Chiron MILL800highspeedCNC | |||
| Rotary Machining | 1× | Index | |||
| Rotary Machining | 2× | Index | |||
| Rotary Machining | 2× | Index | |||
| Rotary Machining | 1× | Index | |||
| Rotary Machining | 1× | Index | |||
| Tool setting | 1× | Zoller | |||
| Tool setting | 1× | Zoller | |||
| Tool setting | 1× | Zoller | |||
| Tool setting | 1× | Zoller | |||
| Tool setting | 1× | Economic | |||
| Cubic Machining | 1× | Hüller Hille | nbh 290R-8 CNC | Complete machining | 1800x1200x1250 - 5 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 260 R-5 CNC | Complete machining | 1400x1100x1000 - 4 axes |
| Cubic Machining | 1× | Hüller Hille | nbh 260 R-5 CNC | Complete machining | 1400x1100x1000 - 4 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 170-4 Speed CNC | Complete machining | 1000x800x800 - 5 axes |
| Cubic Machining | 2× | Hüller Hille | nbh 90R-4 CNC | Complete machining | 630x500x580 - 4 axes |
| Cubic Machining | 1× | Mikron |